







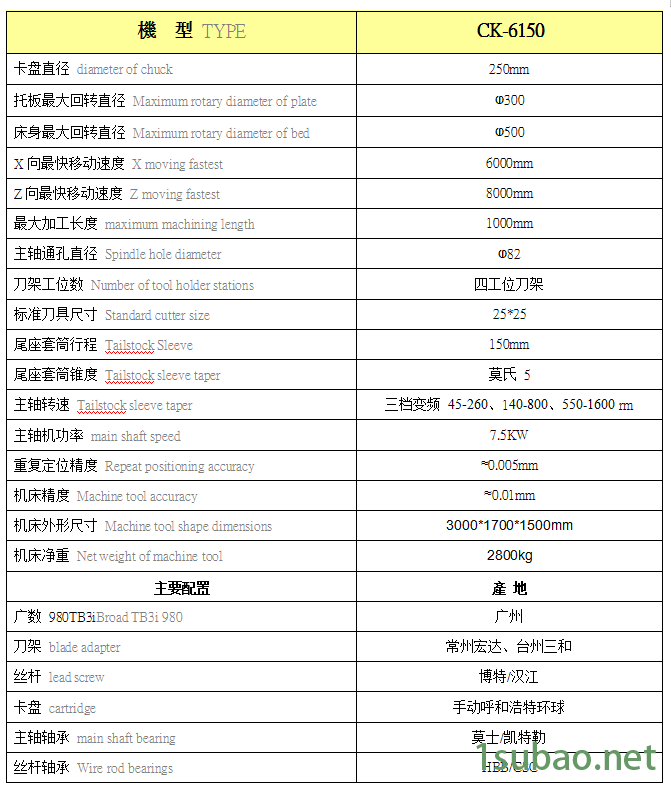
| 數控機床分類 : | 數控車床 | 品牌 : | 創能數控 |
| 型號 : | CK-6150 | 主電機功率 : | 7.5kw |
| 運動方式 : | 點位直線控制 | 加工尺寸范圍 : | 1000mm |
| 主軸轉速范圍 : | 9-1600rpm | 刀具數量 : | 4 |
| 控制方式 : | 半閉環控制 | 控制系統 : | 廣數(可選配) |
| 布局形式 : | 臥式 | 動力類型 : | 電動 |
| 用途 : | 金屬切削 | 適用行業 : | 儀表 |
| 售后服務 : | 一年質保 |

數控車床的驗收應按國家頒布實行的數控臥式車床制造與驗收技術要求進行,在驗收過程中,如發生爭執,應以國家有關標準為依據,通過協商解決。
開箱驗收
按隨機裝箱單和合同中特定附件清單對箱內物品逐一核對檢查。并做檢查記錄。有如下內容:
包裝箱是否完好,機床外觀有無明顯損壞,是銹蝕、脫漆;
有無技術資料,是否齊全;
附件品種、規格、數量;
備件品種、規格、數量;
工具品種、規格、數量;
刀具(刀片)品種、規格、數量;
安裝附件;
電氣元器件品種、規格、數量;


開機試驗
機床安裝調試完成后,即通知制造廠派人調試機床。試驗主要有如下:
1、各種手動試驗
a. 手動操作試驗 試驗手動操作的準確性。
b. 點動試驗
c. 主軸變檔試驗
d. 超程試驗
2、功能試驗
a. 用按鍵、開關、人工操縱對機床進行功能試驗。試驗動作的靈活性、平穩性及功能的可靠性。
b. 任選一種主軸轉速做主軸啟動、正轉、反轉、停止的連續試驗。操作不少于7次。
c. 主軸高、中、低轉速變換試驗。轉速的指令值與顯示值允差為±5。
d. 任選一種進給量,在XZ軸全部行程上,連續做工作進給和快速進給試驗。快速行程應大于1/2全行程。正反方和連續操作不少于7次。
e. 在X、Z軸的全部行程上,做低、中、高進給量變換試驗。 轉塔刀架進行各種轉位夾緊試驗。
f. 液壓、潤滑、冷卻系統做密封、潤滑、冷卻性試驗,做到不滲漏。
g. 卡盤做夾緊、松開、靈活性及可靠性試驗。
h. 主軸做正轉、反轉、停止及變換主軸轉速試驗。
i. 轉塔刀架進行正反方向轉位試驗。
j. 進給機構做低中高進給量為快速進給變換試驗。
k. 試驗進給坐標超程、手動數據輸入、位置顯示,回基準點,程序序號批示和檢索、程序暫停、程序刪除、址線插補、直線切削徨、錐度切削循環、螺紋切削循環、圓弧切削循環、刀具位置補償、螺距補償、間隙補償等功能的可靠性、動作靈活性等。