





| 類(lèi)型 : | 數(shù)控車(chē)床 | 品牌 : | 創(chuàng)能數(shù)控 |
| 控制形式 : | 數(shù)控 | 布局形式 : | 立式 |
| 產(chǎn)品類(lèi)型 : | 全新 | 售后服務(wù) : | 質(zhì)保一年 |
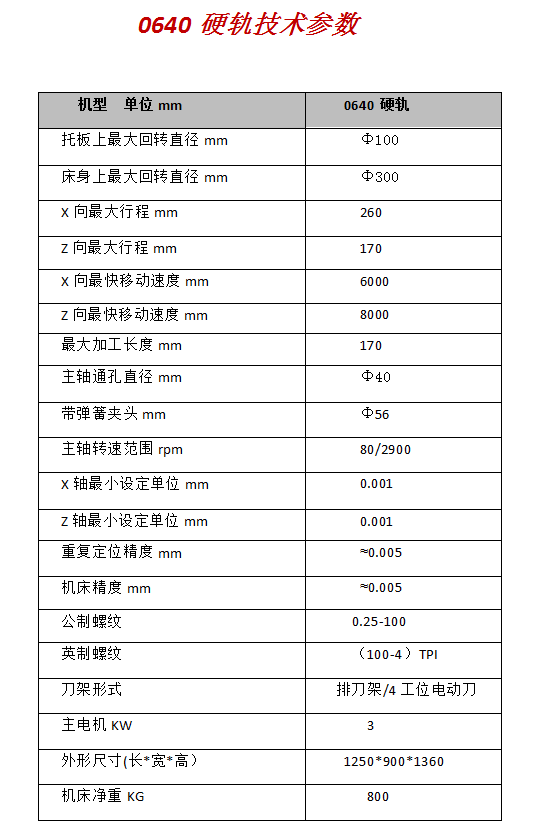
| 型號(hào) : | 0640硬軌 | 主電機(jī)功率 : | 3KW |
| 外形尺寸 : | 1250*900*1360 | 加工精度 : | 高精度 |
| 加工長(zhǎng)度 : | 170mm | 加工直徑 : | 170 |
| 回轉(zhuǎn)直徑 : | 300 | 主軸轉(zhuǎn)速級(jí)數(shù) : | 80-2900rpm |
| 主軸通孔直徑 : | 56 | 安裝形式 : | 落地式 |
| 適用行業(yè) : | 通用 | 動(dòng)力類(lèi)型 : | 電動(dòng) |
| 適用范圍 : | 專(zhuān)用 | 是否庫(kù)存 : | 是 |
? ?
?
本機(jī)床具有獨(dú)特美觀的造型,具有高速,精密, ,車(chē)削各種形狀復(fù)雜零件的特點(diǎn),事宜于汽配,摩配,閥門(mén)等零件的大批量加工。也事宜于中小批量生產(chǎn)。?????????????????????????????????????????
?
1.?工作裝夾形式;彈簧夾頭,液壓卡盤(pán)。
2.?標(biāo)準(zhǔn)電腦配置廣州數(shù)控。
3.?機(jī)床附件,控制系統(tǒng)可根據(jù)用戶(hù)要求選擇。(四.六工位刀架,排刀刀架任選;液壓卡盤(pán),液壓油缸任選)
?
功能特點(diǎn)
1.加工精度高,具有穩(wěn)定的加工質(zhì)量.
2.可進(jìn)行多坐標(biāo)的聯(lián)動(dòng),能加工形狀復(fù)雜的零件。
3.加工零件改變時(shí),一般只需要更改數(shù)控程序,可節(jié)省生產(chǎn)準(zhǔn)備時(shí)間。
4.機(jī)床本身的精度高、剛性大,可選擇有利的加工用量,生產(chǎn)率高(一般為普通機(jī)床的3--5倍)。
5.機(jī)床自動(dòng)化程度高,可以減輕勞動(dòng)強(qiáng)度。
6.對(duì)操作人員的素質(zhì)要求較高,對(duì)維修人員的技術(shù)要求更高。
? ?
??

? ? ? ?數(shù)控車(chē)床的控制系統(tǒng)智能化程度非常高,一般有故障自我診斷功能。一般情況下,發(fā)生故障時(shí)都有報(bào)警信息出現(xiàn),按照說(shuō)明書(shū)中的故障處理方法檢查,大多數(shù)的故障都能找到解決方法。當(dāng)然,數(shù)控車(chē)床在使用中也有些故障即無(wú)報(bào)警,現(xiàn)象也不明顯。對(duì)這種情況,處理起來(lái)可不像有據(jù)可查的那樣簡(jiǎn)單了。
? ? 對(duì)這種故障處理,當(dāng)維修人員缺乏一定的工作經(jīng)驗(yàn)時(shí),處理時(shí)常會(huì)做出錯(cuò)誤的判斷,造成不必要的經(jīng)濟(jì)損失或延長(zhǎng)維修時(shí)間。要查清這類(lèi)故障的原因,首先必須從縱橫交錯(cuò)的各類(lèi)表面現(xiàn)象中,找出它的真實(shí)現(xiàn)象,再?gòu)拇_認(rèn)的故障現(xiàn)象中,找出發(fā)生的原因。下面總結(jié)一些數(shù)控車(chē)床常見(jiàn)的無(wú)報(bào)警故障的處理分析方法:故障案例一、在數(shù)控車(chē)床在使用中,出現(xiàn)手動(dòng)移動(dòng)正常,自動(dòng)回零時(shí)移動(dòng)一段距離后不動(dòng),重開(kāi)手動(dòng)移動(dòng)又正常數(shù)控車(chē)床使用經(jīng)濟(jì)數(shù)控,步進(jìn)電機(jī),手動(dòng)移動(dòng)時(shí),由于速度稍慢移動(dòng)正常自動(dòng)回零時(shí),快速移動(dòng)距離較長(zhǎng),出現(xiàn)機(jī)械卡住現(xiàn)象。
? ? 根據(jù)故障進(jìn)行分析,主要是機(jī)械原因。這種故障,在修理中不加注意經(jīng)常會(huì)發(fā)生,因此在工作中應(yīng)引起重視,避免這種現(xiàn)象的發(fā)生。故障案例二、開(kāi)機(jī)后數(shù)控車(chē)床屏幕無(wú)顯示對(duì)這種故障的排除,首先是使屏幕正常工作。有時(shí)也會(huì)僅僅是顯示部分的原因。但在許多時(shí)候,可能并存著多種故障。一臺(tái)FANUCSERIESO-TD系統(tǒng)操作面板上的電源開(kāi)關(guān)已按下,紅,綠燈都亮,查看電柜中開(kāi)關(guān)和主要部分無(wú)異常,所有控制電路都無(wú)問(wèn)題,關(guān)機(jī)后重開(kāi),故障一樣。經(jīng)查,由于工作環(huán)境差,機(jī)床現(xiàn)場(chǎng)地線(xiàn)松落,導(dǎo)致靜電而出此故障。經(jīng)連接地線(xiàn)后地按MODE1方式啟動(dòng)系統(tǒng)處于正常。故障案例三、在數(shù)控設(shè)備中,出現(xiàn)無(wú)報(bào)警 多的是機(jī)床誤差或尺寸不準(zhǔn)如數(shù)控車(chē)床在直徑方向出現(xiàn)時(shí)大時(shí)小的現(xiàn)象較多。
? ? 造成這種故障的原因,一般來(lái)說(shuō)是絲杠與電機(jī)的聯(lián)軸器結(jié)構(gòu)對(duì)故障發(fā)生的頻率和可能性不同,出現(xiàn)故障后現(xiàn)象也不同,有些尺寸只會(huì)向負(fù)方向增加,但有些正負(fù)方向變化的可能性都會(huì)發(fā)生,根據(jù)經(jīng)驗(yàn),聯(lián)軸器中間采用彈性聯(lián)接的,基本上是負(fù)向增加的多,而中間使用鍵聯(lián)接的兩種故障均會(huì)發(fā)生。故障案例四、數(shù)控車(chē)床在車(chē)削螺紋過(guò)程中,出項(xiàng)螺紋亂扣開(kāi)始以為是系統(tǒng)軟件有問(wèn)題。刪除原軟件后,對(duì)系統(tǒng)重新安裝,結(jié)果系統(tǒng)故障仍未消除。后分析可能是機(jī)械故障,打開(kāi)箱蓋后檢查發(fā)現(xiàn),主軸與主軸編碼器之間的機(jī)械連接有松動(dòng),經(jīng)重新校正固定后,故障消除。
為了保證數(shù)控車(chē)床的運(yùn)行安全,每個(gè)直線(xiàn)軸的兩端都限位。數(shù)控車(chē)床的限位可分為軟限位、硬限位與機(jī)械硬限位。
一、硬限位
在伺服軸的正、負(fù)極限位置,裝有限位開(kāi)關(guān)或接近開(kāi)關(guān),這就是所謂的硬限位。硬限位是伺服軸運(yùn)動(dòng)超程的 后一道防護(hù),越過(guò)硬限位后的很短距離就到達(dá)機(jī)械硬限位。由于伺服系統(tǒng)功率很大,一旦撞上機(jī)械硬限位,就有可能造成機(jī)件的損壞,這是不允許的。因此,硬限位的開(kāi)關(guān)動(dòng)作的結(jié)果是引起緊急停車(chē)。
當(dāng)進(jìn)給軸移動(dòng)超出機(jī)床的行程后,機(jī)床的限位就會(huì)起作用,機(jī)床出現(xiàn)報(bào)警,造成手動(dòng)或手輪操作時(shí)對(duì)應(yīng)坐標(biāo)軸不能繼續(xù)運(yùn)動(dòng);自動(dòng)加工時(shí)所有坐標(biāo)軸會(huì)停止加工。此時(shí),我們認(rèn)為數(shù)控車(chē)床是發(fā)生了限位故障。
二、軟限位
伺服軸的軟限位是以機(jī)床參考點(diǎn)為基準(zhǔn)用機(jī)床參數(shù)(1320、1321屬于軸型參數(shù))設(shè)定的該軸的運(yùn)動(dòng)范圍。如果超出了這個(gè)范圍,就叫做過(guò)了軟限位。軟限位沒(méi)有限位開(kāi)關(guān),僅是一組位置坐標(biāo)值。
三、軟限位參數(shù)1320、1321的設(shè)置
1.數(shù)控車(chē)床回零;
2.手動(dòng)移動(dòng)坐標(biāo)軸到達(dá)預(yù)想設(shè)定的軟限位點(diǎn),記下機(jī)床坐標(biāo)值;
3.將坐標(biāo)值寫(xiě)入?yún)?shù)中,注意單位是微米。
FANUC:P1320與P1321參數(shù)(微米單位);
SIMENS:36100與36110參數(shù);
GSK:45-48參數(shù)(可以看漢字提示)。
參數(shù)解鎖后才可修改軟限位參數(shù)!
四、數(shù)控車(chē)床的限位解除
要解除限位故障,首先要區(qū)分故障屬于哪一類(lèi),即是軟限位還是硬限位。區(qū)分方法是報(bào)警信息或者是觀察進(jìn)給軸的位置。
1.軟限位解除:一般只要將超程軸向超程的反方向移動(dòng)退出超程區(qū)域后,按復(fù)位鍵即可消除報(bào)警,機(jī)床恢復(fù)正常。
2.硬限位解除:一般需在按住機(jī)床上“超程釋放”(“超程解除”)的同時(shí)反方向移動(dòng)。如果機(jī)床沒(méi)有釋放按鈕,則需設(shè)法反方向盤(pán)動(dòng)絲杠。

氣動(dòng)夾頭
標(biāo)配環(huán)球8寸三爪 自定心卡盤(pán)
?
數(shù)控系統(tǒng)(此配置為可選配置)
數(shù)控系統(tǒng)采用廣數(shù)、KWD、西門(mén)子、發(fā)那科等國(guó)內(nèi)外品牌系統(tǒng),系統(tǒng)性能優(yōu)越,功能強(qiáng)大。

高精密數(shù)控刀架
無(wú)觸點(diǎn)發(fā)訊,對(duì)銷(xiāo)反靠,采用國(guó)際先進(jìn)的三端齒精定位,螺紋升降夾緊。
? ? 廊坊創(chuàng)能數(shù)控機(jī)械設(shè)備有限公司專(zhuān)業(yè)生產(chǎn)制造數(shù)控加工中 心、數(shù)控車(chē)床、鉆工中 心的企業(yè)位于經(jīng)濟(jì)發(fā)達(dá)的京津冀交匯處廊坊市大城縣城西工業(yè)區(qū),臨近廊滄高速大城出口,交通便捷。公司集數(shù)控機(jī)床研發(fā)、設(shè)十制造、銷(xiāo)售、安裝、維護(hù)于一體,擁有同行業(yè)水平的生產(chǎn)設(shè)備技術(shù)和 的售后服務(wù)。
? ? 本公司可為客戶(hù)進(jìn)行設(shè)備現(xiàn)場(chǎng)安裝、調(diào)試,并為客戶(hù)提供相關(guān)工藝技術(shù)、生產(chǎn)管理及人員培訓(xùn)。面對(duì)新的歷史發(fā)展時(shí)期,我公司將一如既往執(zhí)行‘’質(zhì)量為先、用戶(hù)至上“的經(jīng)營(yíng)原則。向客戶(hù)提供更多、更好的優(yōu)質(zhì)產(chǎn)品和服務(wù),不斷滿(mǎn)足廣大用戶(hù)的需求。竭誠(chéng)歡迎中外新老客戶(hù)來(lái)函,洽談、指導(dǎo),共圖事業(yè)發(fā)展。
? ? 公司宗旨:勇于創(chuàng)新、開(kāi)拓進(jìn)取、以誠(chéng)信取勝。
? ? 歡迎新老顧客前來(lái)致電。
? ?
? ? ? ???咨詢(xún)熱線(xiàn):劉勝軍 1 3 0 2 1 8 3 9 6 5 5
?
? ? ? ? ? ? ? ? ? ? ? ? ?
?
?
? ??
? ? ? ? ? ? ? ?數(shù)控車(chē)床維護(hù)
?
?
01.使用注意事項(xiàng)
1.數(shù)控車(chē)床的使用環(huán)境:數(shù)控車(chē)床應(yīng)放置于有恒溫條件的環(huán)境中,并遠(yuǎn)離震動(dòng)較大和有電磁干擾的設(shè)備。
2.電源要求:請(qǐng)使用380V/50hz三相交流電。
3.日常維護(hù):按操作規(guī)程進(jìn)行定期維護(hù)、保養(yǎng)。
4.保存期限:數(shù)控車(chē)床不宜長(zhǎng)時(shí)間封存。
5.技術(shù)培訓(xùn):注意培訓(xùn)和配套操作人員、維修人員及維程人員。
02.數(shù)控系統(tǒng)維護(hù)
1.?嚴(yán)格遵守操作規(guī)程和日常維護(hù)制度。
2.?防止灰塵進(jìn)入數(shù)控罩內(nèi),漂浮的灰塵和金屬粉末易引起元器件間電阻下降而出現(xiàn)故障甚至損壞原件。
3.?定時(shí)清掃數(shù)據(jù)柜的散熱通風(fēng)系統(tǒng)。
4.?數(shù)控系統(tǒng)的電網(wǎng)電壓范圍應(yīng)維持在額定值的85%- 。
5.?定期更換存儲(chǔ)器電池。
6.?數(shù)控系統(tǒng)長(zhǎng)時(shí)間不用時(shí),要經(jīng)常給數(shù)控系統(tǒng)通電或進(jìn)行溫機(jī)程序。
03.刀架系統(tǒng)維護(hù)
1.?手動(dòng)裝刀時(shí),要保證刀具安裝到位,檢查刀座上的鎖緊裝置是否可靠。
2.?嚴(yán)禁把超長(zhǎng)、超重的刀頭裝入刀庫(kù),以免換刀時(shí)刀具與工件、夾具發(fā)生碰撞事故。
??
?售后服務(wù)?
?自貨物交付之日起,壹年內(nèi)承擔(dān)因產(chǎn)品本身質(zhì)量問(wèn)題的免費(fèi)保修責(zé)任。
?