

| 類型 : | 線性摩擦焊機 | 品牌 : | 欣宇 |
| 型號 : | XY-50 | 電流 : | 交流 |
| 用途 : | 焊接 | 產品別名 : | PP尼龍摩擦塑料焊接機 |
| 作用對象 : | 塑料 | 作用原理 : | 脈沖 |
| 生產率 : | 2200 | 外形尺寸 : | 1240mm *2454mm* 2240 |
| 重量 : | 3.3t | 滑臺 行程 : | 500 |
| 加工定制 : | 是 | 貨號 : | XY-50 |
| 顏色分類 : | 藍灰色 | 是否進口 : | 否 |
| 是否跨境貨源 : | 否 | 是否提供加工定制 : | 320 |
振動摩擦焊接技術自20世紀70年代誕生以來,以其焊接強度高、節約成本等優良特性得到了人們的認可,目前已成為許多領域塑料產品的選焊接工藝,例如汽車領域的發動機進氣歧管、中控臺及電控裝置等。
欣宇振動摩擦焊接簡介
1.振動摩擦焊接的原理
振動摩擦焊接根據振動軌跡可以分為:線性振動摩擦焊接以及軌道式振動摩擦焊接。線性振動摩擦塑料焊接基于振動生熱的原理,通過對兩件塑料焊接工件施加一定的壓力(F),使塑料工件的焊接面(A)緊貼在一起,同時使兩塑料焊接工件中的一件工件相對另一固定工件以一定的位移或振幅做往復運動(a)。通過振動摩擦(FR)而產生熱量達到塑料焊接所要求的熔融溫度,從而終完成塑料工件的焊接。振動摩擦焊接機焊接后,兩塑料工件便被緊密地固化在一起而成為一個緊密的結合體。
軌道式振動摩擦焊接是一種利用摩擦熱能焊接的方法。在進行軌道式振動摩擦焊接時,上部的工件以固定的速度進行軌道運動(向各個方向的圓周運動),運動所產生的熱能可使兩個塑料件的焊接部分達到熔點。一旦塑料開始熔化,該種運動立刻停止,兩個工件的焊接部分就會發生凝固,從而牢牢地連接在一起。由于小的夾持力可使工件產生小程度的變形,因此直徑在10in(254mm)以內的工件適合采用該種焊接方法。
2.欣宇振動摩擦焊接的發展歷史
作為振動摩擦焊接技術的研發公司,東莞欣宇超聲波機械有限公司(以下簡稱“欣宇機械”)的技術進展代表了欣宇振動摩擦焊接技術的發展歷程。2010欣宇機械成功研發了臺線性振動摩擦焊接機被用于廣汽汽車公司的碳罐產品的焊接應用;2012年,欣宇機械開發了大型振動摩擦焊接機,運用于汽車儀表盤的焊接生產;2014年,欣宇機械成功開發了臺軌道式振動頭的振動摩擦焊接機,以滿足大型汽車儀表盤的焊接要求;2016年,欣宇機械開發了更的振動摩擦焊接機,滿足了汽車的空氣進氣歧管系統的生產要求!
欣宇機械的振動摩擦焊接設備
根據焊接材料特性、焊接工件尺寸、焊接區域、模具重量和焊接時間的不同,欣宇可為客戶提供5款以上的焊接設備來滿足其不同塑料焊接的設計和應用。欣宇振動摩擦焊接機所具有的特點包括:深度焊接控制 (包括深度和相對深度);可調時間控制;可調壓力控制;可調振幅控制;所有調節具備“+/-”、“高-低”限制保護。
欣宇振動摩擦焊接機的技術創新主要體現在以下幾個方面:
1.特殊設計的設備機架
振動摩擦焊接機設備機架的設計經過了有限元軟件的分析優化,故而采用一定形狀的鋼材焊接制成。該機架具有足夠的強度和剛度。除設備的電氣控制,其他所有機械零件如臺面、液壓及氣動元件等,都被安裝在設備機架上。
由于振動摩擦焊接機工作時機架需承受一定的沖擊,因此機架安裝腳采用帶橡皮緩沖并可調節高度的結構來保證機器正常工作并降低運行時的噪聲。
為確保機架長時間的良好工作狀況,機架除采用經有限元分析優化的設計外,還經過了機架加速度的測量和機架臨界點的應力測試驗證。
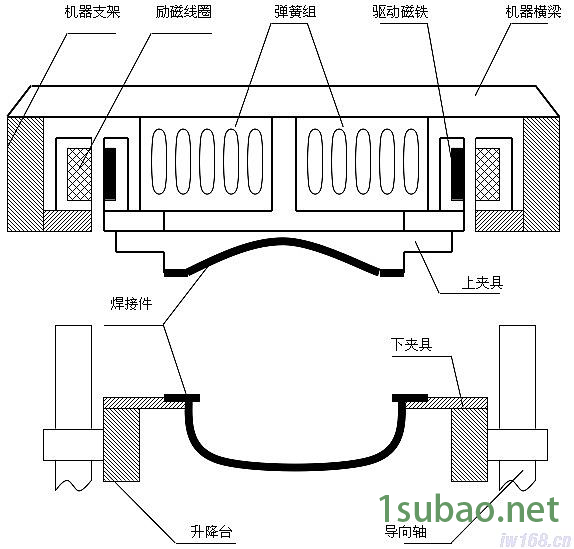
2.欣宇專利的振動頭
欣宇專利的振動頭的工作原理如下:由振動電源控制左右兩邊的電磁線圈產生交互式的磁力作用在振動頭上。振動頭中的彈性零件控制共振的特性,并保證振動過程中上模具原位中心和抵消垂直焊接壓力。
由于采用了獨特的振動電源驅動并控制振動頭的振動,欣宇的振動摩擦焊接設備實現了振動頭振動頻率與機械共振頻率的一致性,從而可以獲得更優的能量轉化率。
3.工作臺面
臺面上預先放置下模具,待模具中放入焊接塑料工件后,由臺面驅動系統上升臺面與安裝在振動頭上的上模合模夾緊。在臺面的兩邊安裝有導向柱機構,使得工作臺面只能垂直移動,并靠額外增加的重量限制它在振動摩擦焊接時的水平移動。此外,工作臺面還可預裝模具快速夾緊裝置,以使用戶在多品種生產時能夠換模。
4.驅動系統
根據設備型號的不同,采用液壓或氣動系統進行工作臺面的驅動,并在設備焊接運行中通過系統的閉環控制技術來精確控制焊接壓力等參數。
5.隔音罩
由于獨立封閉的罩殼單元和在操作處的垂直移動的移動門將振動摩擦設備完全罩住,因而可將設備運行時的噪聲降低至85 dB(A)以下。此外,經過優化設計的隔音罩后方的設備維護門,為在大型振動摩擦焊接設備后門快速換模以進行多品種塑料焊接提供了方便。
6.設備控制系統
欣宇不同型號的振動摩擦焊接設備均配備了可編程的PLC帶觸摸屏控制,使設備用戶能夠方便設置、保存多組焊接應用參數以便于快速換線——在同一設備上實施多品種的生產。
振動摩擦焊接的典型應用
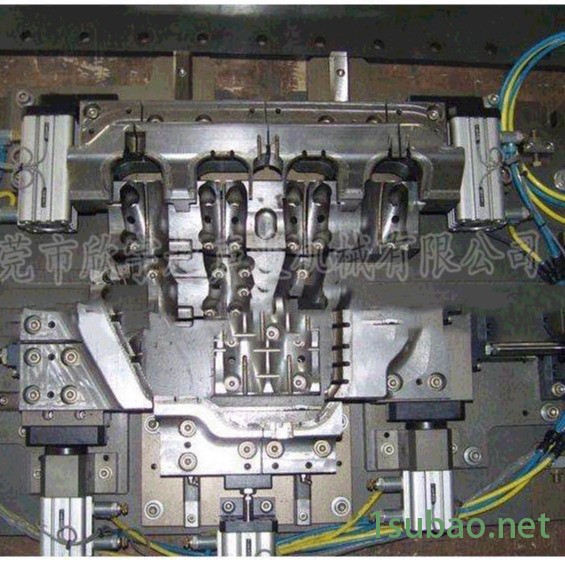
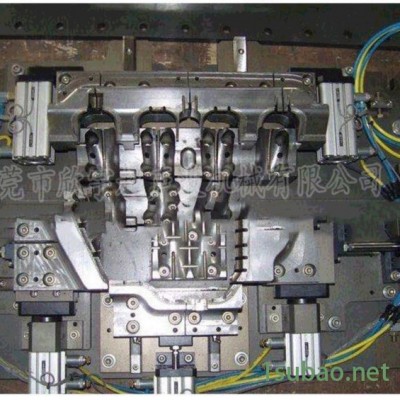
1. 線性振動摩擦焊接在汽車發動機進氣歧管生產中的應用
振動摩擦焊接機進氣歧管(Air Intake Manifold)是發動機關鍵的部件之一,其功能是將前端總進氣平均分配至發動機各缸室,并為各缸室提供充足而均勻的混合氣,它對于發動機的動力性和油耗有著至關重要的影響。
傳統進氣歧管一般由鑄鐵或鋁合金材料鑄成,由于在進氣歧管上安裝有很多發動機進氣和電噴系統,因而在制造這種結構復雜、弧度大的金屬進氣歧管時常常面臨著制造工藝方面的困難,其成品率很難保證。
1990年,德國寶馬公司了熔芯法生產塑料進氣歧管技術,之后,塑料進氣歧管以其重量輕、成本低及性能好等特點迅速取代了金屬進氣歧管,目前國內超過90%的發動機都配備了塑料進氣歧管。時至今日,熔芯法由于存在成本高、能耗高及周期長的缺點,已基本被振動摩擦焊接工藝所取代。
振動摩擦焊接機由于進氣歧管直接與發動機連接,工作環境惡劣,因此所用材料為耐高溫、化學穩定性好的PA6或PA66材料,這些材料一般含有25%~35%的玻纖,以克服尼龍材料易吸水的缺點(吸水可導致收縮率增大及強度下降)。
振動摩擦焊接機塑料進氣歧管的如下特征決定了振動摩擦焊接是其理想的焊接工藝:采用的材料為尼龍加玻纖,該材料的熔點高,焊接需要較大壓力;尺寸較大、形狀復雜,超聲波和激光焊接無法滿足要求;焊接強度要求高,傳統的熱板焊接工藝因存在材料降解致使焊接強度不能滿足要求。
對于焊接進氣歧管、助力轉向罐之類的高壓容器,線性振動摩擦焊接機的停振耗時這項指標非常關鍵。所謂停振耗時,是指在達到設定的焊接深度或焊接時間后焊接機的振動頭從所設定的振幅(通常為單邊0.9mm)降到零所需要的時間。這個時間越短則焊接強度越高,因為停振耗時長,會使原本已結合到一起的焊接區域重新撕裂,從而降低了焊接強度。欣宇新一代系統現已裝備全系列機型,該系統能提供短至5ms的停振耗時,已成為大部分發動機周邊配套廠家的焊接機的必選裝置。