





| 產(chǎn)品別名 | SMP400型磨粉機 |
|---|---|
| 產(chǎn)品用途 | 加工磨制熱塑性PVC、PE、ABS等塑料材料的理想設(shè)備,是塑料制品加工生產(chǎn)過程中回收邊角廢料的專用調(diào) |
| 電動機功率 | 30KW-22KW(KW) |
| 外形尺寸 | 不等(mm) |
| 重量 | 不等(kg) |
| 類別 | 磨粉機 |
| 售后服務(wù) | 保修一年 |
| 是否提供加工定制 | 是 |
| 品牌 | 弗蘭德 |
| 型號 | SMP |
SMP400型磨粉機說明書
一、用途:
SMP400型高速渦流塑料磨粉機是在消化吸收國外先進設(shè)備基礎(chǔ)上,為滿足國內(nèi)廣大用戶的迫切需求而精心設(shè)計研制成功的,它是加工磨制熱塑性PVC、PE、ABS等塑料材料的理想設(shè)備,是塑料制品加工生產(chǎn)過程中回收邊角廢料的專用調(diào)備。經(jīng)塑料制品專業(yè)工廠實踐操作證明,磨制粉料在加工配方中加入20~30%。其制品的化學(xué)物理性能保持全新料的各項指標不變,因此,是塑料制品廠降本節(jié)支解決廢次品積累難題的好幫手。
二、特點:
1、本機具備水循環(huán)冷卻,適用于熱敏性特質(zhì)的加工。
2、本機由主刀架(轉(zhuǎn)子)高速旋轉(zhuǎn)而產(chǎn)生的超聲渦流波的高頻壓力的振動原理將原料一次成粉(無篩)。
3、磨片、刀片均采用**鋼材,經(jīng)熱處理,耐磨性能良好,適應(yīng)連續(xù)運轉(zhuǎn)。
4、本機采用SPB及SPA三角帶,體積小,結(jié)構(gòu)緊湊,只要打開上蓋,便能維護保養(yǎng)。全密封,無粉塵溢流。
5、本機能憑借自身形成的風(fēng)壓將物料傳輸。
三、主要技術(shù)參數(shù):
1、粉碎室內(nèi)徑:ф390mm。
2、轉(zhuǎn)子數(shù):3
3、主軸轉(zhuǎn)速:3400~3700rpm。
4、電機功率:30KW~22KW
5、粉碎量:50~150kg/h
6、外形尺寸:1250×1500×1350(機體)
1000×1000×2050(集塵斗)
7、重量:950kg
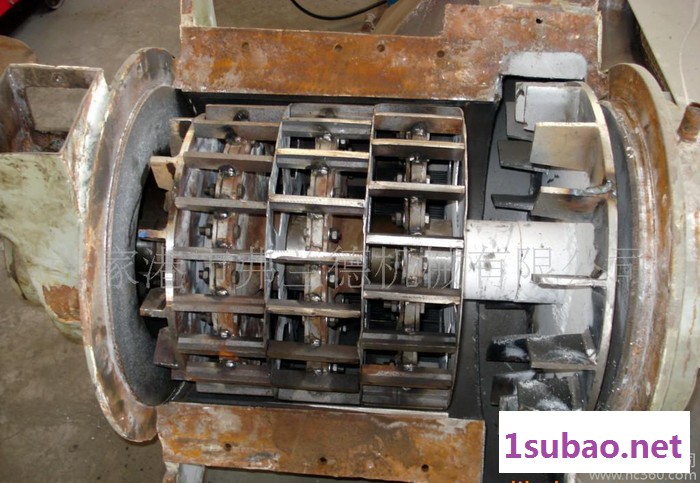
四、機械結(jié)構(gòu)與工作原理:
本機器主要由進料斗、上下機殼、進料風(fēng)葉、磨片、葉輪、出料風(fēng)葉、儲塵裝置、機架、電機等部件組成。
工作原理:破碎料從進料斗通過閘板、進料風(fēng)葉進入粉碎室,一方面利用沖擊力、剪切刀等進行粉碎,一方面利用葉輪高速旋轉(zhuǎn)而產(chǎn)生的超聲渦流波的高頻壓力的振動原理將原料一次成粉,再由出料風(fēng)葉、集塵裝置傳輸裝袋。
五、使用操作:
1、熟悉本說明書內(nèi)容。
2、熟悉本機結(jié)構(gòu),電器按鈕作用。
3、本機安裝完畢須經(jīng)空轉(zhuǎn)試運轉(zhuǎn),正常后才能投料工作。
4、選料適當(dāng),投料均勻**不能過載,視電流表指示不超過60A,切忌金屬、石塊等硬質(zhì)物誤入磨粉機,以免損壞粉碎性。
5、若發(fā)現(xiàn)機器運轉(zhuǎn)異常或卡住現(xiàn)象,應(yīng)立即停車排除故意。
6、左右軸承視機器工作情況適時補充鈉基潤滑脂,保持軸承潤滑。
六、注意事項:
1、電機旋向必須正確,機器空載起動后方可投料。
2、電機旋轉(zhuǎn)時,不得進行清掃和檢修工作。
七、產(chǎn)品保用范圍:
在用戶遵守保管和使用規(guī)則的條件下,從發(fā)貨之日起,在半年內(nèi),因產(chǎn)品質(zhì)量不良發(fā)生故障,待本單位論證后,來負責(zé)修理或更換零件。請用戶不要擅自打開機體,未經(jīng)本單位同意,用戶自作主張進行維修,則一切責(zé)任自負。謝謝合作。
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ............................................................................................................................................................................................................................................
............................................................................................................................................................................................................................................