
| 產地 | 山東 |
|---|---|
| 生產速度 | 0-8 |
| 種類 | 片材擠出機 |
| 品牌 | 超豐 |
| 型號 | 塑料片材生產線 |
| 螺桿數 | 單螺桿 |
| 擠出能力 | 80-120 |
| 可生產板材類型 | PP板 |
| 可生產板材層數 | 單層板 |
| 板材寬度 | 0.6-8 |
| 板材厚度 | 8 |
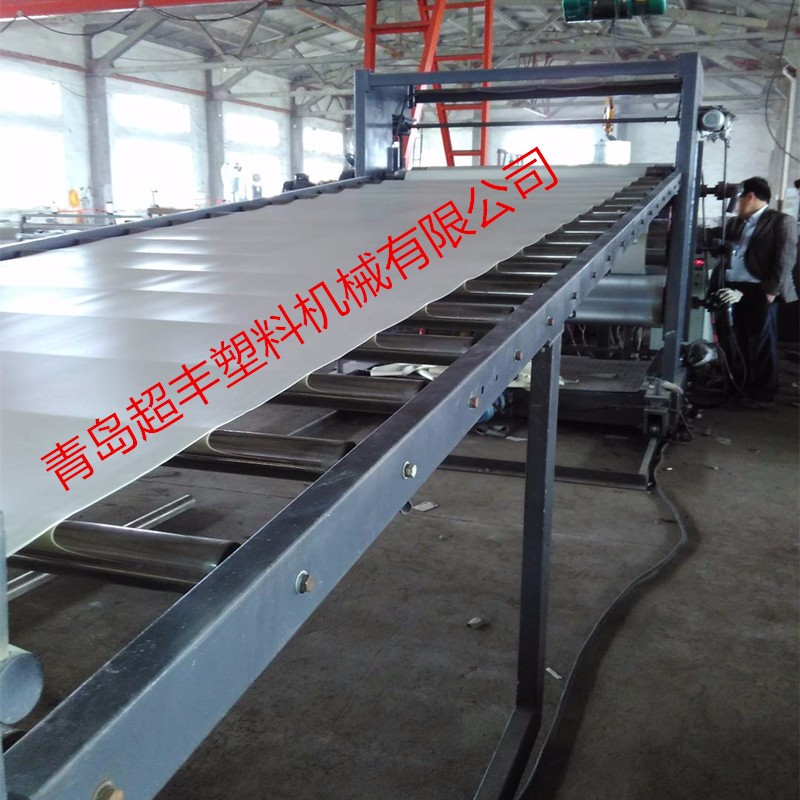
產品說明:PP、PE、HIPS、PET、片材生產線片材生產線具有強度高,耐溫,防腐性能好,可進行填充,增強,增韌,增剛,阻燃,改性,表面可壓花、磨砂。適用于各行各業之產品包裝、食品包裝、文具、印刷、禮品及工藝品制造等。主要產品:禮品袋、廣告扇、文件袋、燈罩、鼠標墊、食品包裝盒等。加工范圍:厚度0.2-2mm寬度600-1800mm
板材(片材)生產線主要適用于PP、PS、PE、ABS等物料的板材片材生產,更換主機及模頭,也可進行PVC、PMMA、PC板材的加工,加裝干燥輔助設備后,即可進行PET的加工。生產線可生產**大寬度為2米,厚度為0。5-6毫米的板材片材。生產線采用擠出壓光工藝,生產效率高等特點。主機采用熱管狀加熱器,使熔料流動通暢通無滯流現象,從而保證了產品的質量。
生產線主機螺桿采用特殊混料功能及高塑化能力設計,確使塑料融化,色澤均勻擠出量增高。衣架型模頭采用特殊雙節流設計,使板材厚薄調整更為**。溫度控制±1℃可**控制塑化過程及板材厚薄,平整性。輥成型壓輥成臺采用水平式或垂直式,可自由升降方式在厚板薄板操作過程提供更多選擇性,提高板材品質。板材厚薄控制采用螺桿調整及油壓壓輪雙向調整可**控制板材厚薄度。壓輥輪采用雙回路冷卻系統,配合模溫控制機**控制壓輥輪溫度使板材、厚薄均勻。切片機、板材長度及數量**。卷收臺裝置,采用**轉矩馬達,配合四軸自動張力控制,能隨意調整速度及卷收張力以達到薄板卷收平整的目的,配合分條裝置可自由設定所需的產品寬度,并裝配有自動計米器可設定產品長度。
生產線結構緊湊、性能優越,螺桿、料筒經優化設計,并采用高性能合金鋼專業加工,使整機具有塑化均勻、擠出量穩定、壽命長等優點。主機料筒冷卻采用風冷、油冷,并且配有快速換網裝置,無須停機,使生產連續進行。選用日本進口變頻調速器,使系統安全可靠。精密的定型壓光裝置,通過其良好的調整功能使板定型優良。切割部分采用定長切割裝置,保證成型板材尺寸準確。生產片材需對輔機稍加調整,采用雙工位收卷,并配有相應的模具控制系統。
板材(片材)生產線主要適用于PP、PS、PE、ABS等物料的板材片材生產,更換主機及模頭,也可進行PVC、PMMA、PC板材的加工,加裝干燥輔助設備后,即可進行PET的加工。生產線可生產**大寬度為2米,厚度為0。5-6毫米的板材片材。生產線采用擠出壓光工藝,生產效率高等特點。主機采用熱管狀加熱器,使熔料流動通暢通無滯流現象,從而保證了產品的制量。
生產線主機螺桿采用特殊混料功能及高塑化能力設計,確使塑料融化,色澤均勻擠出量增高。衣架型模頭采用特殊雙節流設計,使板材厚薄調整更為**。溫度控制±1℃可**控制塑化過程及板材厚薄,平整性。輥成型壓輥成臺采用水平式或垂直式,可自由升降方式在厚板薄板操作過程提供更多選擇性,提高板材品質。板材厚薄控制采用螺桿調整及油壓壓輪雙向調整可**控制板材厚薄度。壓輥輪采用雙回路冷卻系統,配合模溫控制機**控制壓輥輪溫度使板材、厚薄均勻。切片機、板材長度及數量**。卷收臺裝置,采用**轉矩馬達,配合四軸自動張力控制,能隨意調整速度及卷收張力以達到薄板卷收平整的目的,配合分條裝置可自由設定所需的產品寬度,并裝配有自動計米器可設定產品長度。
生產線結構緊湊、性能優越,螺桿、料筒經優化設計,并采用高性能合金鋼專業加工,使整機具有塑化均勻、擠出量穩定、壽命長等優點。主機料筒冷卻采用風冷、油冷,并且配有快速換網裝置,無須停機,使生產連續進行。選用日本進口變頻調速器,使系統安全可靠。精密的定型壓光裝置,通過其良好的調整功能使板定型優良。切割部分采用定長切割裝置,保證成型板材尺寸準確。生產片材需對輔機稍加調整,采用雙工位收卷,并配有相應的模具控制系統。