


| 品牌 : | 超銳 | 型號 : | TCK32 |
| 售后服務 : | 整機質保一年 | 數控機床分類 : | 數控車床 |
| 主電機功率 : | 4 | 運動方式 : | 點位控制 |
| 加工尺寸范圍 : | 360 | 主軸轉速范圍 : | 4000 |
| 刀具數量 : | 4 | 控制方式 : | 半閉環控制 |
| 布局形式 : | 臥式 | 動力類型 : | 氣動 |
| 用途 : | 金屬切削 | 適用行業 : | 通用 |
| 貨號 : | TCK6332 | 是否跨境貨源 : | 否 |

? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?? ? TCK6332數控車床技術資料
一、機床主要結構特點:
1、?本機床是一款高速度、高精度、高可靠性的斜床身機床。床座、床身、床頭箱等主要構件均采用高強度材料鑄造而成,確保機床長期使用的穩定性。
2、?采用45°整體斜床身結構,配置高精度預負荷臺灣直線滾動導軌,機床的位置精度高,排屑流暢、適合高速高精加工。
3、?高速高精高剛性彈殼式主軸單元,伺服主軸電機、可以達到更高主軸轉速。主軸單元在恒溫室內組裝,組裝后經連續72小時恒溫跑合,上機后再經連續72小時試運轉,確保高速高精性能的可靠。
4、?選用排刀方式,換刀速度快,定位精度高。
5、?X、Z方向進給采用伺服電機通過大扭矩低慣量彈性聯軸器與絲杠直聯,絲杠支承采用預拉伸結構,能消除傳動背隙并預先補償機床長時間運轉中熱變形對精度的影響,確保定位精度和重復定位精度;采用先進的集中自動潤滑裝置,定時、定量的自動間歇式潤滑,工作穩定可靠。
6、?機床防護采用全防護設計,宜人性強,美觀獨特,防水防屑可靠,維護方便。
二、主要技術參數
?
部分 | 項 ?目 | TCK6332 |
主要參數 | 床面 上回轉直徑 | Φ360 |
? 主軸及卡盤參數 | 刀架上 加工直徑 | Φ120 |
加工長度 | 250 | |
主軸頭形式 | A2-5 | |
? 進給部分參數 | 主軸電機功率(KW) | 3.0 |
主軸 高轉速 | 4000 | |
? 外型 | 主軸通孔直徑 | Φ48 |
X軸極限行程 | 300 | |
X軸電機扭矩 | 6N.M | |
X/Z軸線軌規格 | 30/30 | |
Z軸極限行程 | 250 | |
Z軸電機扭矩 | 6?N.M | |
X、Z軸連接方式 | 直聯 | |
床身形式及斜度 外型尺寸(長×寬×高) | 整體式/45o約1950×1430×1780 | |
重量 | 重量(約重) | 約1800kg |
?
三、主要配置清單
名稱 | 規格型號 | 數量 | 品牌 | 產地 |
控制系統 | 980TB3 | 1套 | 廣數 | 國產 |
主軸單元 | ? | 1套 | 外購 | 國產 |
絲杠軸承 | ? | 1套 | 新哈 | 國產 |
主軸電機 | 4KW | 1套 | 廣數 | 國產 |
導軌 | 直線導軌 | 1套 | 銀泰 | 臺灣 |
滾珠絲杠 | ? | 1套 | 岐山 | 國產 |
刀座 | 排刀 | 1套 | 外購 | 國產 |
自動潤滑裝置 | HR-3 | 1套 | 滬潤 | 國產 |
液壓站 | 0.75-40 | 1套 | 蒙福 | 南京 |
液壓油缸 | 中空6〃 | 1套 | 三六 | 國產 |
冷卻泵 | DB-12 | 1套 | 浙日 | 國產 |
?
四、機床主要精度指標
?
檢驗項目 | 標準允差(mm) | |
主軸的周期性軸向竄動 | 0.005 | |
主軸卡盤定位錐面的徑向跳動 | 0.005 | |
位 置 精 度 | 重復定位精度A | X:±0.003 ?Z:±0.003 |
直徑一致性 | 0.01/150 | |
平面度 | 0.013/φ200 | |
螺紋螺距積誤差 | 0.010/50 | |
表面粗糙度 | Ra1.6μm | |
?
五、機床隨機文件一覽表
序號 | 名稱 | 規格或標記 | 數量 | 備注 |
1 | 機械使用說明書 | ? | 1套 | 機、電、液合訂本 |
2 | 合格證明書 | ? | 1冊 | ? |
3 | 機床裝箱單 | ? | 1冊 | ? |
4 | 系統參數說明書 | ? | 1冊 | ? |
6 | 系統操作說明書 | ? | 1冊 | ? |
六、機床的驗收
1 機床按JB/T 8324.1 標準進行驗收,分預驗收與終驗收兩個階段進行。
2 預驗收(選擇項):在甲方工廠內進行,根據機床產品檢驗合格證進行驗收;
3 終驗收:在乙方工廠內按技術協議要求進行,驗收合格后由雙方代表簽字生效。終驗收結束。在終驗收的同時甲方對乙方有關人員進行一次技術培訓(每臺機床培訓壹人,時間不超過1天),對操作工人的培訓能獨立操作,及簡單的設備維護保養。
七、安裝及調試
1安裝:用戶按照地基安裝技術要求負責地基制造、機床部件就位、安裝機床;用戶配備機床電源、壓縮空氣、液壓油、潤滑油、冷卻液等,用戶按要求準備合格毛坯零件、刀具等做好調試前準備工作;
2調試:甲方配備安裝調試人員,負責指導機床整機現場安裝、水平調整、進行工件試切削加工,并達到協議的要求。
八、售后服務承諾
1 執行國家相關規定的“三包”服務標準;
2 接到故障通知后8個工作小時內作出響應,如需前往處理24個工作小時內到位維修;
3 設備自驗收之日起,保修期為一年(人為因素除外),一年后收取成本費。
?
?
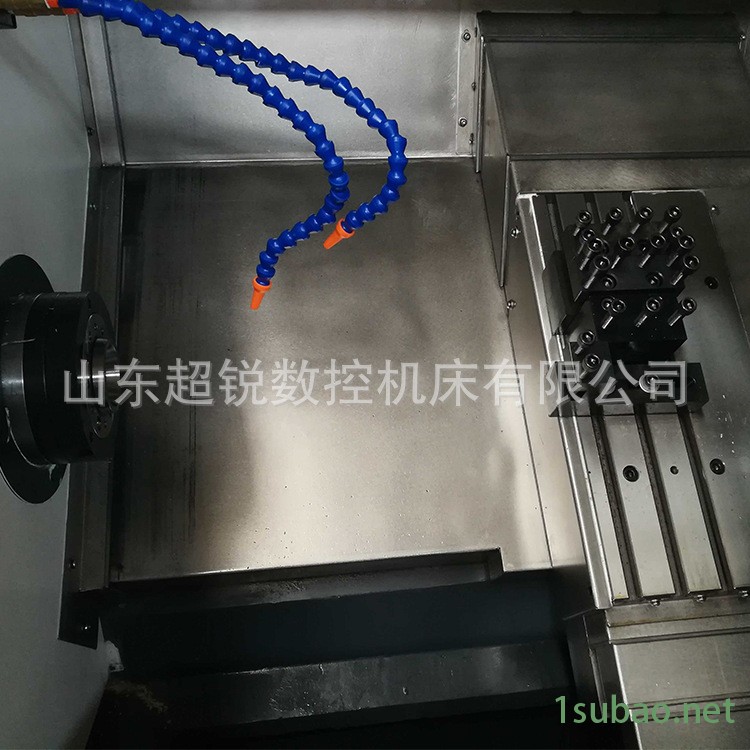
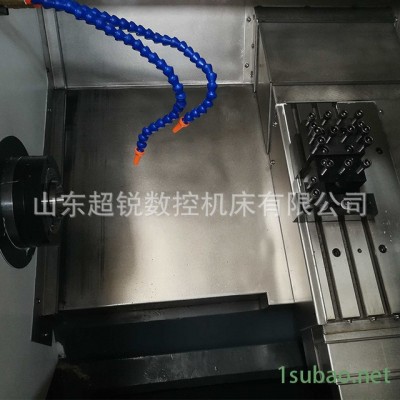
實體機展示圖:
?

?
?