











| 材質 | 合金鋁 木質 球墨鑄鐵 |
|---|---|
| 規格 | 按客戶要求 |
| 加工能力 | 50/月 |
| 適用范圍 | 鑄造廠 |
| 工藝類型 | 翻砂鑄造模 |
| 作用對象 | 鋁 |
| 主要加工設備 | 銑床 |
| 加工設備數量 | 4 |
| 模具材質 | 合金鋁 木質 球墨鑄鐵 |
| 金相組織 | 鋁合金 |
| 模具分型面數目 | 兩個 |
| 模具安裝方式 | 半固定式模具 |
| 型腔數目 | 單型腔模具 |
| 品牌 | 衡駿模具 |
| 型號 | 各種型號 |
| 加工定制 | 是 |
| 打樣周期 | 8-15天 |
| 加工周期 | 4-7天 |
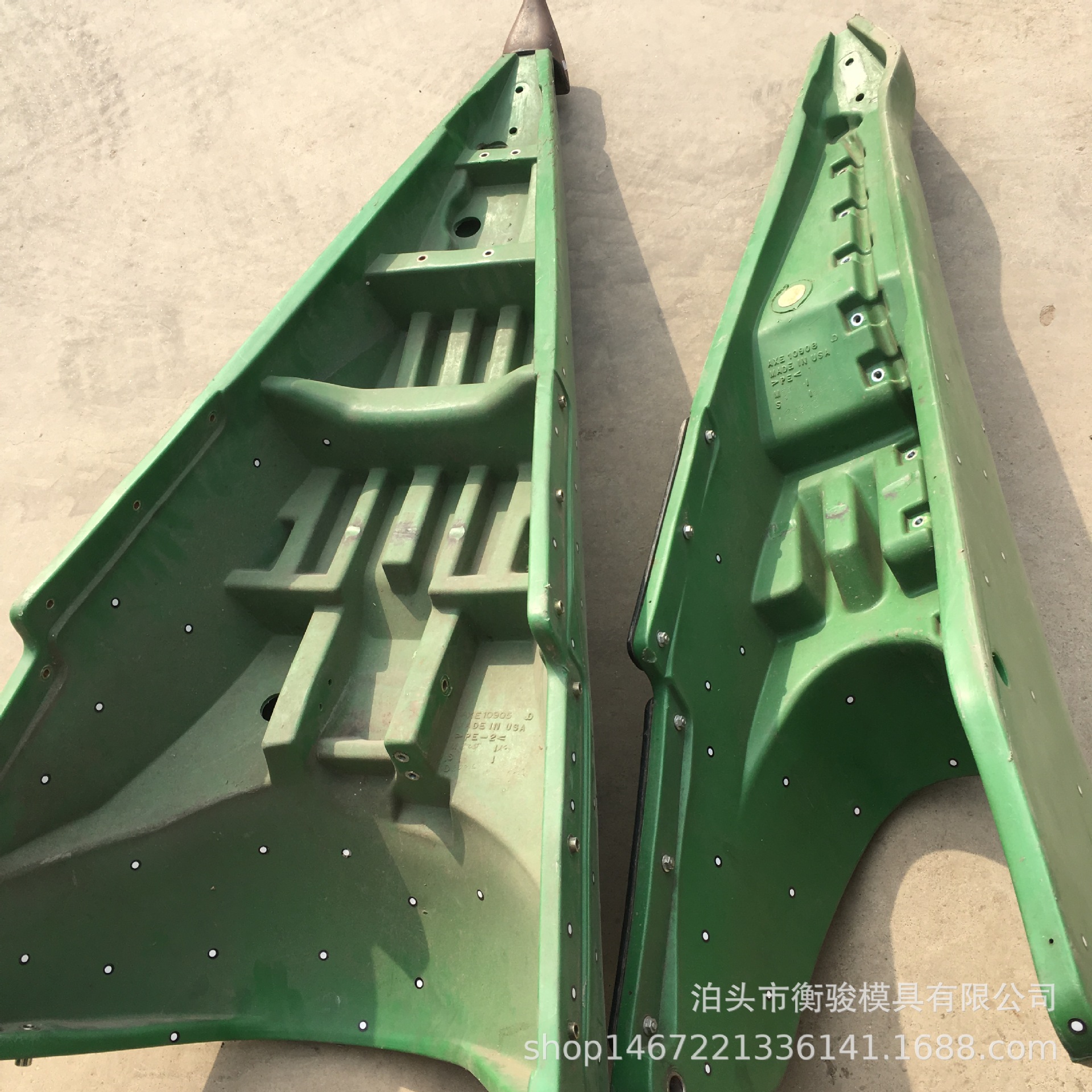
公司網店內所有產品屬本公司自行開模、生產
許多的客人在本公司開發新品模具等未展示
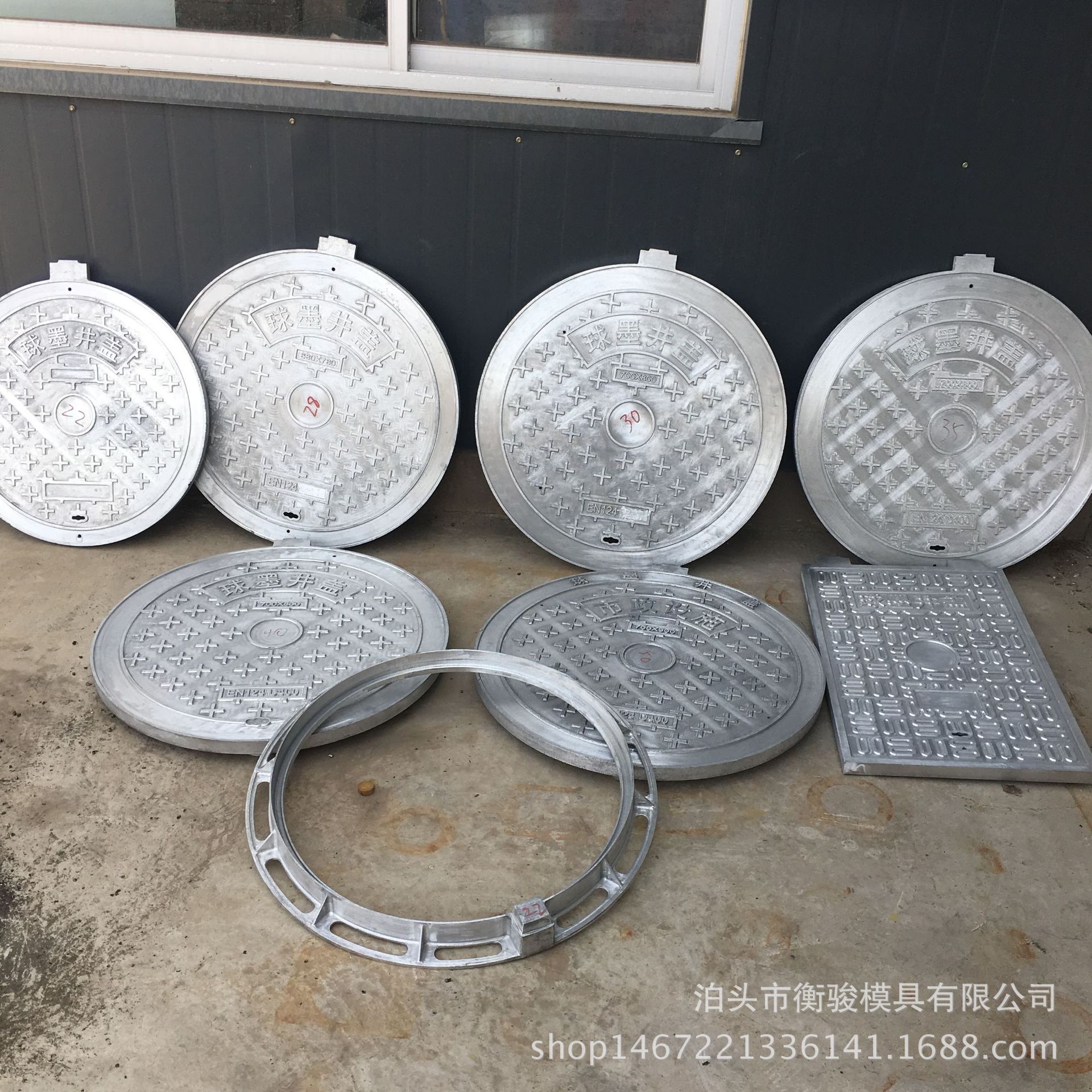
以下為我們公司以往所開發的模具生產產品圖片,以供參閱。謝謝!
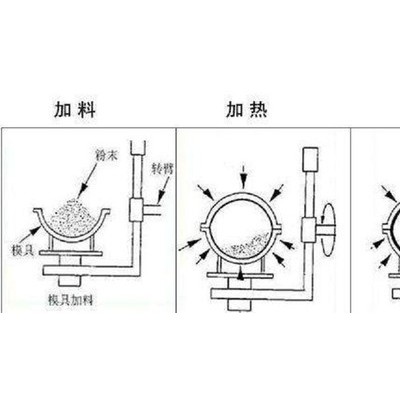
滾塑模具






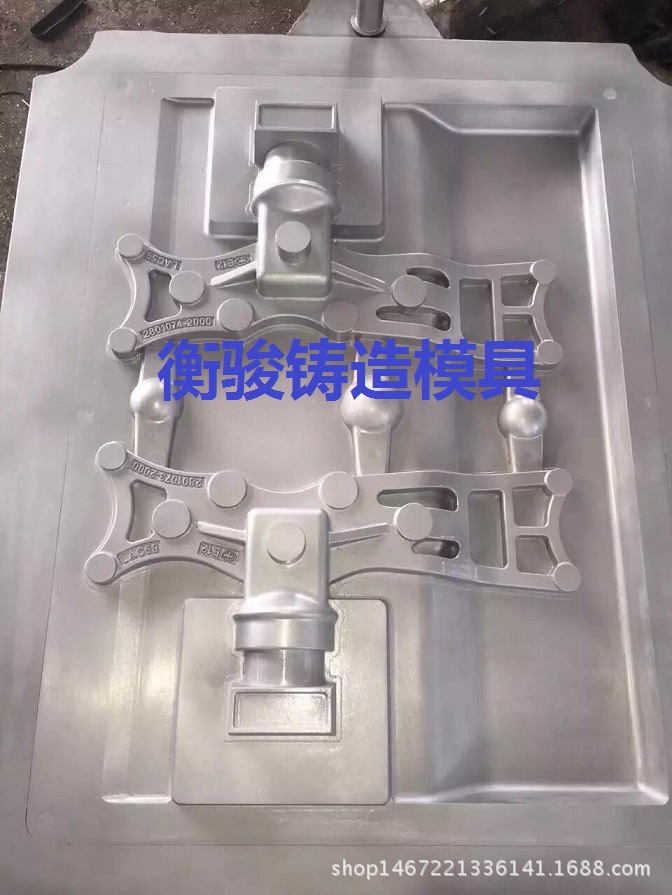
覆膜砂模具









![]9EYXI0(RQXWI0{1G3EBFP9](https://img.1subao.net/file/upload/202110/11/104737261.jpg)


澆注系統的概述和作用
澆注系統是砂型中引導液態合金流入型腔的通道。生產中常常因澆注系統設計安排不當造成:砂眼、夾砂、粘砂、夾渣、氣孔、鐵豆、抬箱、縮孔、縮松、冷隔、澆不足、變形、裂紋、偏折等鑄造缺陷。此外,澆注系統的好壞還影響造型和清理工作的繁簡,砂型的體積大小和型砂的耗用運輸量,非生產性消耗的液態合金用量等等。所以,澆注系統與獲得**鑄件,提高生產效率和降低鑄件成本的關系是密切相聯的。因此對澆注系統的設計必須慎重認真。




射芯機常見故障及處理方法
射芯機是在鑄造行業中用來制造砂型等制品,使用它制造效率高,并且精度高。但是往往在使用的過程中會遇到各種各樣的問題,如果我們沒有一定的處理常識,在出現錯誤的過程中**不能及時的補救,這樣在一定程度上**會影響到使用的效果,影響到使用的效率。所以**小編準備了一些有關射芯機常見的故障處理方法來跟大家一起分享。
射筒前進無動作,發生這種現象的原因主要是無氣壓或者是射筒位置不當造成的,解決辦法是打開起源或者是調整射筒松開接近狀態。
射砂異常,發生這種現象的主要原因是開合模,射筒進退、射頭壓緊等動作的接近開關位置不當或射砂時間調節不當,針對這種現象我們采取的辦法是分別檢查調整接近開關的位置,調整射砂時間。
溫控器異常,這種現象的原因是測溫線沒有連接或連接不當或溫度設定不當,采取的措施是正確連接測溫線,調整設定溫度在正常功能范圍內。
射筒抬起時射口有砂噴出,發生這種現象的原因是排氣時間太短或者是排氣閥損壞,做相應的工作室檢查更換排氣閥同時做清理排氣筒內積灰。


鑄造模具在砂型中的作用
在鑄造生產中,工藝—鑄造模具—設備是一個不可分割的系統,好的工藝設計要依靠鑄造模具體現出來。
1、鑄件缺陷,一部分鑄件缺陷可能由鑄造模具質量不佳所造成,如鑄模表面存在倒料度、凹凸不平,將導致起模性不好,破壞鑄型表面甚至造成砂眼;模具安裝偏差或定位銷(套)磨損造成錯型、擠型、砂眼;澆注系統的隨意制作或安裝導致金屬流動偏離工藝設計要求,因而可能造成氣孔、縮松等缺陷,等等。
2、尺寸精度,鑄件依模而作,模的尺寸誤差無一例外地會在鑄件上反映出來。尤其是一些復雜鑄件,由于采用多個鑄造模具(外模和芯盒),其累積誤差更會嚴重影響到鑄件尺寸精度。追求鑄造模具的“零誤差”是非常重要的。
3、表面粗糙度,表面光潔的鑄造模具不僅可以改善起模性能,從而減少型芯的廢品率,提高生產效率,而且能得到光潔的型腔或砂芯,有利于得到表面光潔的鑄件。




衡駿模具公司立足于中國三大鑄造基地之一的河北省泊頭市,北依京津、東臨渤海,京滬鐵路、104、106國道、京滬高速公路縱貫全境,地理位置十分優越。我公司是一家以設計、加工、生產及銷售為一體的模具廠家。積累了豐富的制造經驗,并對模具的開發培養了一批專業的技術人才,在同行業中享有一定的影響。我公司堅持:柔性定制,客戶要求至上的原則,把用戶利益放在首位。產品一度受到好評。我公司在狠抓產品質量的同時也有完善的售后服務體系為保障,擁有先進的交通通訊設施,并為您提供全面的技術服務指導,我們完善的技術服務會使您更加滿意。經多年來的不斷開發與創新,現我公司已成為具實力的模具廠家。 誠信立足,創新致遠,以信譽求發展,以質量求生存。我們愿與各界朋友攜手合作,共創美好未來! 經理;陳躍宗 手機;13932716465