| 品牌 : | DYX鼎裕鑫 | 型號 : | 55° |
| 類型 : | 平銑刀 | 材質(zhì) : | 硬質(zhì)合金 |
| 螺旋角 : | 45° | 槽數(shù) : | 4 |
| 是否涂層 : | 非涂層 | 是否進(jìn)口 : | 否 |
| 適用機(jī)床 : | 多款供應(yīng) |
本公司鄭重聲明:我司每款銷售鎢鋼銑刀硬度和實際銷售硬度要求一致。
鋁用鎢鋼銑刀
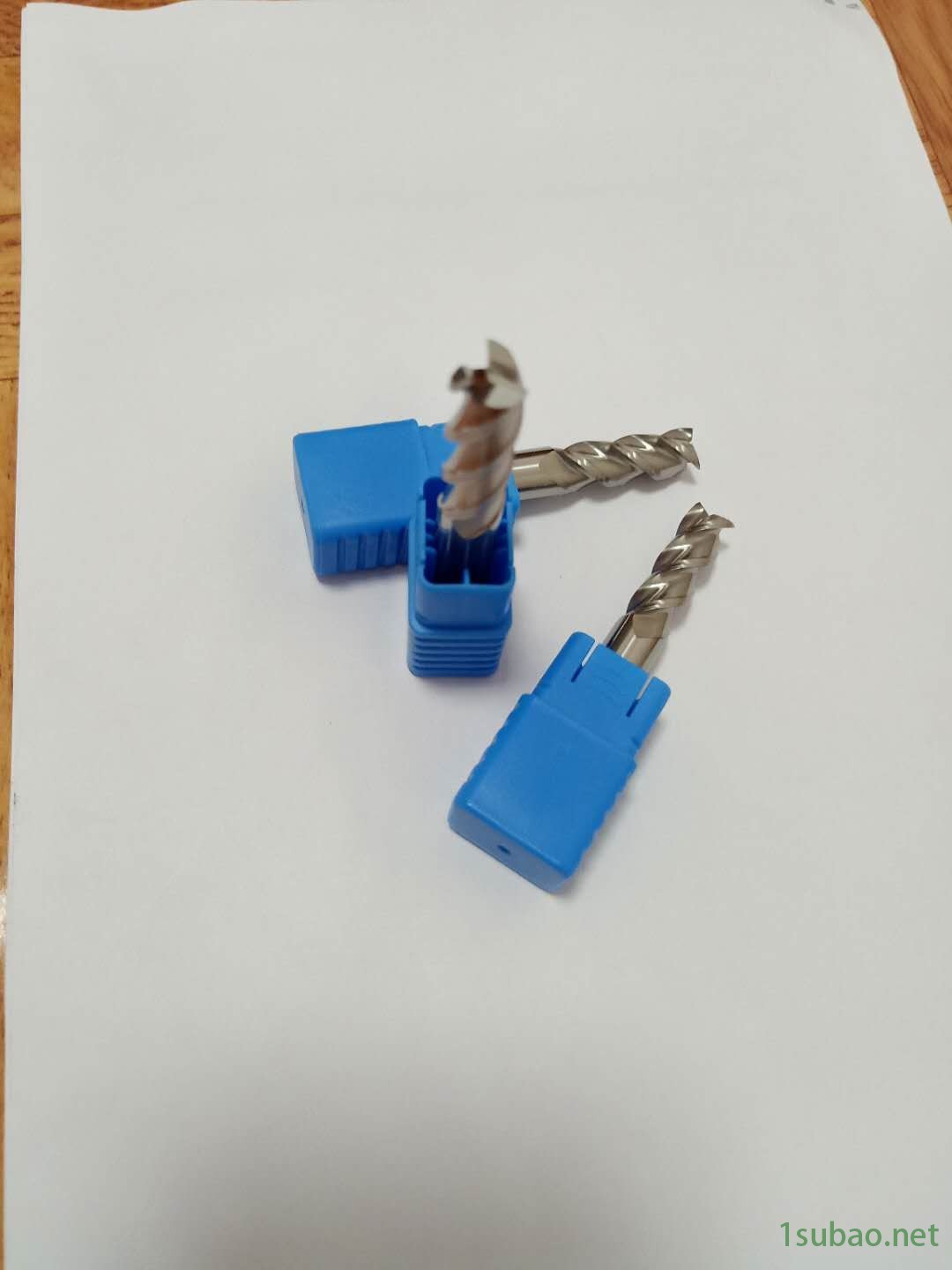
(一)產(chǎn)品名稱:整體硬質(zhì)合金--HRC55°鎢鋼拋光鋁用銑刀。
(二)適合加工材質(zhì):鋁件、塑膠、鑄件、銅件、鋁合金、鈦合金、鎳合金、銅合金、不銹鋼模具、合金鋼、45#鋼等
(三)主要用途:適用于工件槽切屑、側(cè)切屑、面切削等。
加工鋁合金一般用3刃鋁用銑刀,其次因為加工情況的差異,很可能會用到2刃球頭刀,或4刃平底刀。但東莞達(dá)海建議大多數(shù)情況下,可以選用3刃平底立銑刀。加工鋁合金時也和以下幾個因素有關(guān):鋁用鎢鋼銑刀的選擇刃數(shù)一般是3刃,材料一般選擇硬質(zhì)合金,這樣可以減少刀具與鋁合金的化學(xué)親和力。一般數(shù)控刀具品牌都有加工鋁合金專用銑刀系列產(chǎn)品,高速鋼材質(zhì)高速鋼鋁用銑刀較為鋒利,也可以很好的加工鋁合金。加工普通鋁合金一般可以選擇高速大進(jìn)給銑削。其次盡可能選擇較大的前角,增大容屑空間,減少粘刀的現(xiàn)象。如果是精加工鋁合金,則不能采用水劑切削液,避免在加工表面形成小針孔,一般可以采用或者柴做加工鋁板的切削液。加工鋁合金銑刀的切削速度,因銑刀的材質(zhì)與參數(shù),加工工藝的不同而有差異。
加工銑鋁合金用什么銑刀
目前采用的加工鋁件主要分為變形鋁合金與鑄造鋁合金兩大類,那么加工鋁合金用什么銑刀,是不是用鋁合金專用銑刀或鋁合金專用刀具,其加工效率更好?本文從鋁合金的銑削特點,加工刀具,切削參數(shù)幾個方面來談?wù)劶庸やX合金用什么銑刀佳。
一、鋁合金的加工特點
銑削鋁合金主要有如下幾大特點:
1、鋁合金硬度低
相比鈦合金與其它淬火鋼,鋁合金的硬度較低,當(dāng)然熱處理過,或者壓鑄鋁合金的硬度也很高。普通鋁板的HRC硬度一般都在HRC40度以下。因此在加工鋁合金時,刀具的負(fù)載小。又因為鋁合金的導(dǎo)熱性能較佳,銑削鋁合金的切削溫度比較低,可以提高其銑削速度。
2、鋁用合金塑性低
鋁合金的塑性低,熔點也低。加工鋁合金時其粘刀問題嚴(yán)重,排屑性能較差,表面粗糙度也比較高。其實加工鋁合金主要就是粘刀與粗糙度效果不好。只要解決粘刀,加工表面質(zhì)量這兩大問題,鋁合金加工的問題就迎刃而解了。
3、刀具易磨損
因為采取不適合的刀具材料,加工鋁合金時,往往因為粘刀,排屑等問題導(dǎo)致刀具磨損加快。
二、加工鋁合金用什么銑刀?
加工鋁合金一般用3刃鋁用銑刀,其次因為加工情況的差異,很可能會用到2刃球頭刀,或4刃平底刀。但東莞達(dá)海建議大多數(shù)情況下,可以選用3刃平底立銑刀。
三、銑削鋁合金的切削參數(shù)
加工普通鋁合金一般可以選擇高速大進(jìn)給銑削。其次盡可能選擇較大的前角,增大容屑空間,減少粘刀的現(xiàn)象。如果是精加工鋁合金,則不能采用水劑切削液,避免在加工表面形成小針孔,一般可以采用做加工鋁板的切削液。
加工鋁合金銑刀的切削速度,因銑刀的材質(zhì)與參數(shù),加工工藝的不同而有差異。具體的切削參數(shù)可以參考廠家給的切削參數(shù)為基礎(chǔ)進(jìn)行加工。