






單柱數(shù)控銑床的概述
本機(jī)床主要針對(duì)機(jī)械制造行業(yè)和模具模胚制造行業(yè)等重切削的需求,而設(shè)計(jì)研發(fā)的。本機(jī)床具有*的切削能力。廣泛應(yīng)用于各種模具、機(jī)械制造業(yè)的半精密加工和精密加工。不僅能銑削加工,還能鉆孔、鏜孔、攻絲。降低了加工制造成本,大大提高工作效率。
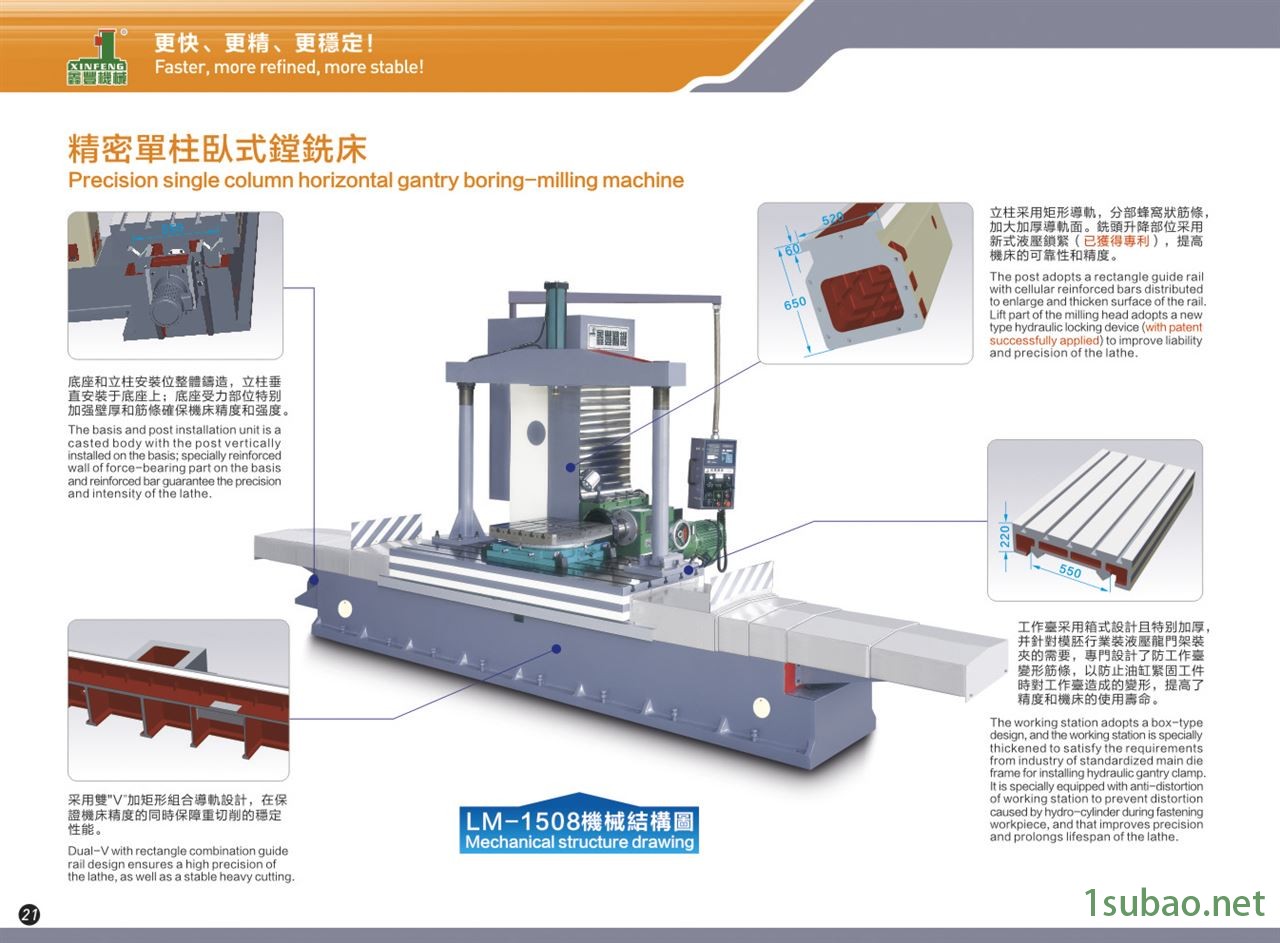
1、機(jī)床主體包括:底座床身、工作臺(tái)、立柱、十字滑枕,主軸箱、三角固定架(特殊選配附件)。
2、數(shù)控銑床布局結(jié)構(gòu):機(jī)床采用單柱臥式布局。工作臺(tái)沿著底座床身做縱向運(yùn)動(dòng)(為X軸); 立柱安裝于底座床身側(cè)面,十字滑枕帶著主軸箱沿著立柱做垂直上下運(yùn)動(dòng)(為Y軸);主軸箱沿著十字滑枕做水平運(yùn)動(dòng)(為Z軸);三角固定架垂直安裝在工作臺(tái)上,沿著工作臺(tái)做水平運(yùn)動(dòng)(為W軸)。W軸主要功能是調(diào)整工件與主軸之間的位置,根據(jù)工件不同的厚度合理進(jìn)行調(diào)整,保證刀具的切削點(diǎn)都在機(jī)床的*位置。zui大限度利用好機(jī)床強(qiáng)度。W軸在調(diào)整好位置之后,采用自動(dòng)鎖緊裝置鎖緊,固定在工作臺(tái)上與工作臺(tái)結(jié)合成一個(gè)高強(qiáng)度的整體。在切削過(guò)程中W軸不做運(yùn)動(dòng)。(此結(jié)構(gòu)屬本公司的技術(shù))
3、本機(jī)床各軸進(jìn)給采用精密滾珠絲桿傳動(dòng)。(X、Y、Z)三軸采用*的數(shù)字交流伺服系統(tǒng)控制。三個(gè)進(jìn)給坐標(biāo)軸能任意三軸直線聯(lián)動(dòng),按輸入的數(shù)控程序指令能完成直線插補(bǔ),圓弧插補(bǔ),輪廓銑削,曲面加工等自動(dòng)化功能。
結(jié)構(gòu)特點(diǎn)
1、主軸
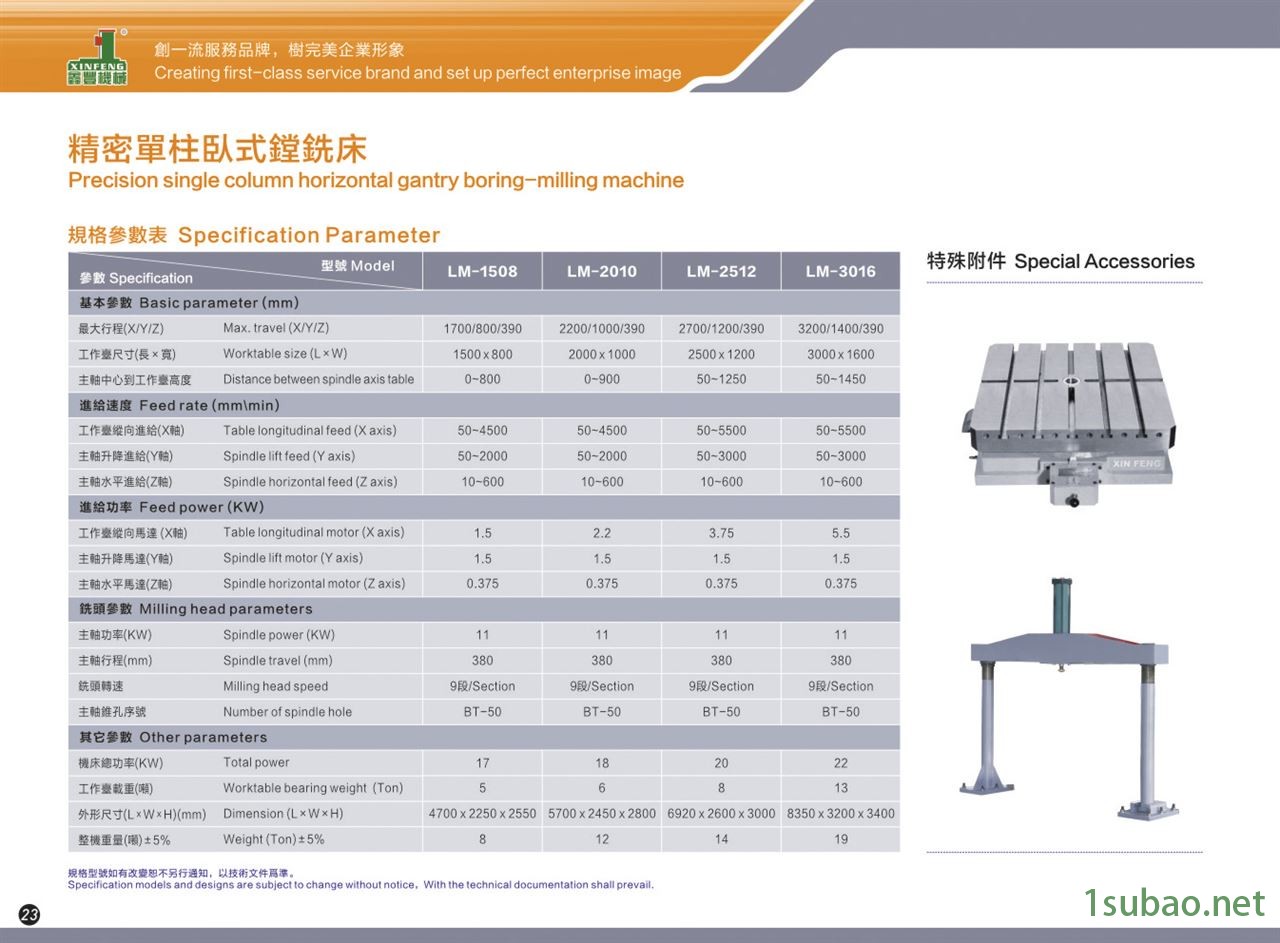
主軸采用中國(guó)臺(tái)灣BT-50-190型號(hào)。軸徑加大,剛性好、扭力大、運(yùn)動(dòng)穩(wěn)定性好、精度高。并配有大功率交流變頻主軸電機(jī)并經(jīng)皮帶傳動(dòng)至主軸,使主軸在低速時(shí)大扭矩的輸出,適合強(qiáng)力重切削。另外配備液壓拉刀缸,方便裝卸刀具。也可以選裝主軸冷卻系統(tǒng),以延長(zhǎng)主軸的使用壽命。(特殊選配附件)
2、機(jī)床的導(dǎo)軌
導(dǎo)軌采用硬性滑動(dòng)導(dǎo)軌設(shè)計(jì),具有剛性好、重切削穩(wěn)定性好(X軸也可采用重型滾柱直線導(dǎo)軌)。三軸采用貼塑導(dǎo)軌組合,阻尼特性好、吸收切削振動(dòng)、能夠大大降低摩擦系數(shù)和延長(zhǎng)機(jī)床使用壽命,提高刀具耐用度的特點(diǎn)。導(dǎo)軌表面經(jīng)中頻淬火精密研磨處理,表面硬度達(dá)到HRC53±3度,
3、十字滑枕
滑枕采用超大接觸面和合理的筋肋布置保證了滑枕的抗彎抗扭剛度,適合強(qiáng)力重切削。Y軸和Z軸裝配新型液壓鎖緊裝置,保證了機(jī)床重切削時(shí)的穩(wěn)定性。
4、進(jìn)給傳動(dòng)系統(tǒng)
三軸傳動(dòng)采用中國(guó)臺(tái)灣產(chǎn)大直徑研磨雙螺母滾珠絲桿,結(jié)構(gòu)緊湊、運(yùn)動(dòng)平穩(wěn)、精度高。絲桿支撐采用日本NSK*絲桿支撐軸承,兩端預(yù)拉伸,消除熱伸長(zhǎng)造成的精度損失。組成穩(wěn)定的高剛性機(jī)械傳動(dòng)系統(tǒng);
三向行程保護(hù):由數(shù)控系統(tǒng)參數(shù)設(shè)定軟限位,各軸極限位置用限位開關(guān)進(jìn)行保護(hù),防止移動(dòng)部件過(guò)沖,開關(guān)壓上,使移動(dòng)部件停止運(yùn)動(dòng),保護(hù)設(shè)備的安全。各軸兩端設(shè)有擋鐵機(jī)械限位,保護(hù)機(jī)床各重要部件的安全。
5、潤(rùn)滑系統(tǒng)
X軸采用強(qiáng)制循環(huán)潤(rùn)滑系統(tǒng)。其它采用定量集中潤(rùn)滑系統(tǒng)通過(guò)PLC程序控制對(duì)導(dǎo)軌絲杠等重要部件實(shí)現(xiàn)定時(shí)定量的稀油自動(dòng)潤(rùn)滑。保證潤(rùn)滑及時(shí)、準(zhǔn)確、可靠、無(wú)污染。
6、自動(dòng)排屑
排屑器裝在工作臺(tái)和立柱的中間部位,采用螺旋式或者抖動(dòng)式排屑。
7、加工刀具冷卻
刀具冷卻采用空氣冷卻。氣源氣管經(jīng)過(guò)橫梁上方過(guò)滑枕至切削刀具并對(duì)其進(jìn)行冷卻。也可以選裝切削液方式對(duì)刀具進(jìn)行冷卻(特殊選配附件)
三、數(shù)控銑床的精度:
機(jī)床按照GBT 19362.1-2003標(biāo)準(zhǔn)中的相關(guān)規(guī)定 達(dá)到如下精度
X軸向水平面:0.02毫米/米; Y軸向水平面:0.03毫米/米
垂直度:0.015毫米/500毫米; 平行度、 直線度1000mm ,不超過(guò)0.03mm
主軸徑向跳動(dòng)0.005mm , 主軸軸向跳動(dòng)0.005mm
定位精度:0.02mmm 重復(fù)定位精度:0.01mmm
四、數(shù)控銑床切屑能力承諾:
1、試件材料為45#鋼材;
2、試驗(yàn)刀盤直徑:63mm;
3、試件刀具為三角桃形刀;
4、切削轉(zhuǎn)速1000轉(zhuǎn)分鐘
A、切削深度2~2.5MM,機(jī)床進(jìn)給速度為7.5~5.5米分鐘
B、切削深度4~5MM,機(jī)床進(jìn)給速度為4~2.5米分鐘
五、機(jī)器生產(chǎn)好后乙方通知甲方前來(lái)預(yù)驗(yàn)收機(jī)器。因甲方原因超過(guò)30天不能驗(yàn)收機(jī)器或者驗(yàn)收后不接收貨的,視為甲方放棄本合同。乙方通知甲方方式包括書信、短信、電郵等方式。郵件送達(dá)甲方或者短信發(fā)送成功視為乙方已通知到甲方。如甲方放棄本合同,所交款項(xiàng)不得退還,并承擔(dān)相關(guān)責(zé)任。
1、驗(yàn)收程式:
A.機(jī)床制造完畢,乙方通知甲方在乙方公司進(jìn)行預(yù)驗(yàn)收。驗(yàn)收合格后,雙方簽字,方可發(fā)貨。預(yù)驗(yàn)收由乙方組織,并提供相關(guān)工具及材料。
B.機(jī)床在甲方公司按按照試好后,在乙方工廠進(jìn)行終驗(yàn)收。驗(yàn)收合格后,甲方簽收送貨單。終驗(yàn)收由甲方組織,并提供相關(guān)工具及材料。按乙方標(biāo)準(zhǔn)試件進(jìn)行切削試驗(yàn)。試件及砂輪由乙方提供。
C.如果乙方放棄預(yù)驗(yàn)收或者終驗(yàn)收,則視同預(yù)驗(yàn)收合格。
2、驗(yàn)收內(nèi)容:
按照乙方的提供機(jī)床驗(yàn)收書標(biāo)準(zhǔn)。逐項(xiàng)對(duì)機(jī)床性能以及幾何精度、工作精度、機(jī)床配置、機(jī)床外觀等進(jìn)行確認(rèn)。
3、檢驗(yàn)條件及檢驗(yàn)方法必須達(dá)到乙方要求和相關(guān)行業(yè)慣例的檢驗(yàn)方法和檢驗(yàn)條件,驗(yàn)收標(biāo)準(zhǔn)見乙方《機(jī)床驗(yàn)收書》。
4、機(jī)床到甲方公司經(jīng)乙方安裝調(diào)試OK后,甲方應(yīng)當(dāng)在一周內(nèi)組織雙方驗(yàn)收,因甲方原因逾期拒不組織雙方驗(yàn)收的,視為機(jī)床合格。
六、運(yùn)輸及安裝
1、機(jī)床運(yùn)輸和安裝調(diào)試由乙方負(fù)責(zé)。甲方全面負(fù)責(zé)機(jī)器卸機(jī),就位等相關(guān)問題。機(jī)床預(yù)驗(yàn)收合格后,乙方對(duì)機(jī)床進(jìn)行整體裸裝運(yùn)輸,乙方派人到甲方無(wú)償指導(dǎo)卸貨。
2、機(jī)床到貨前,甲方負(fù)責(zé)設(shè)備安裝前的準(zhǔn)備工作,包括:機(jī)床運(yùn)轉(zhuǎn)所需的潤(rùn)滑油、液壓油、10號(hào)主軸油、清洗油、抹布、澆灌地基、基礎(chǔ)輔助設(shè)備的準(zhǔn)備、機(jī)床動(dòng)力電源、以及終驗(yàn)收所需的材料等工作。
3、甲方要嚴(yán)格按照相關(guān)行業(yè)標(biāo)準(zhǔn),請(qǐng)建筑設(shè)計(jì)單位根據(jù)甲方地質(zhì)狀態(tài)及乙方提供的機(jī)床重量和外形圖相關(guān)尺寸。設(shè)計(jì)詳細(xì)的機(jī)床地基施工圖,并于交貨前提前20天完成施工。不按要求做地基基礎(chǔ)而影響機(jī)床的精度不在乙方責(zé)任之內(nèi)。
七、售后服務(wù)
1、技術(shù)服務(wù):乙方對(duì)甲方的操作人員進(jìn)行機(jī)床操作和保養(yǎng)培訓(xùn)。培訓(xùn)時(shí)間不超過(guò)5天。
2、保修期:機(jī)床的保修期為安裝調(diào)試合格后12個(gè)月。凡由于設(shè)計(jì)、制造、零配件質(zhì)量問題引起的故障,乙方免費(fèi)維修。保修期過(guò)后乙方提供終身有償維修服務(wù)。
3、技術(shù)指導(dǎo):機(jī)床運(yùn)行后,乙方提供*的!如出現(xiàn)甲方無(wú)能力處理的問題時(shí),在接到甲方書面通知后24小時(shí)內(nèi)進(jìn)行技術(shù)指導(dǎo)支持,必要時(shí)48小時(shí)內(nèi)派出售后服務(wù)人員到達(dá)甲方工廠進(jìn)行現(xiàn)場(chǎng)處理。
4、不按行業(yè)要求操作機(jī)床或者人為損壞或自然災(zāi)害等不可抗拒力量損壞不在保修范圍。