


非金屬模型加工龍門機床
機床適用行業:針對非金屬材料特性,長征公司開發了SX2000H/2非金屬加工龍門加工中心。可適用于各類非金屬材料的加工,如木材、代木,環氧樹脂,油泥,碳纖維,鋁蜂窩,玻璃鋼,泡沫塑料,玻璃和可加工塑料等。特別是該機床還適合于風力發電工業的槳葉模型制造、豪華游艇的模型制造工業、鑄造工業的木模和砂模制造、以及汽車1:1 整車模型、卡車駕駛室模型的制造等領域。
非金屬材料加工對機床的要求:進給速度快(采用發熱少的傳動結構)、加速度高、主軸轉速高、機床整體防護性能好、防油性能好、可以選擇吸塵裝置等。
一、 主要特點:
1、 機床主要結構特點
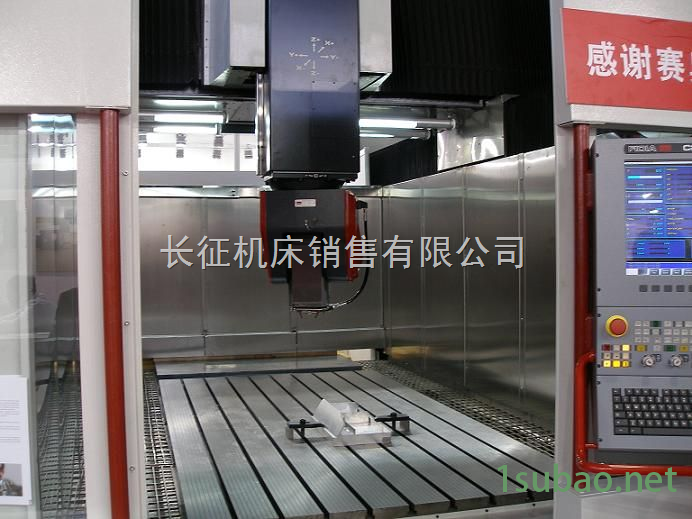
SX2000H/2x60五坐標聯動龍門加工機床采用*的橋式龍門結構,具有*的高速銑床的技術特性,移動式橫梁兩側配置兩套齒輪/齒條傳動系統,實現龍門電氣雙驅,確保機床具有*的動態運動特性和*的驅動剛性。工作臺固定于地面,在加工時,工件相對固定,刀具運動圍繞工件進行加工,符合高速銑床的銑削特點。由于采用橋式龍門結構,因此具有*的熱對稱性結構,保證工件的加工精度。

圖一、機床外觀圖
本機床由立柱、工作臺、橫梁、十字滑座、滑枕、雙擺頭主軸部件等組成,立柱、工作臺等基礎鑄件均采用薄壁多筋結構,并由德國樹脂砂生產線鑄造,確保了機床具有良好的靜剛度;橫梁、十字滑座、滑枕等運動部件采用采用焊鋼結構,zui大化減輕重量,提高運動速度。所有焊接部件在每一次加工后均經過嚴格的穩定性處理,zui大限度的消除了部件內部應力,有效提高了部件的穩定性,避免變形,從而使機床具有極高的動態精度、靜態精度和穩定性。
本五坐標聯動機床采用“3+2”的形式構成——三個直線坐標+雙擺頭主軸的A軸擺動和C軸旋轉。
2、精密高速雙擺銑頭
機床主軸采用了進口的雙擺銑頭主軸組件,響應速度快,運轉平穩,擺動精度高。主軸zui高轉速18000r/min,A軸擺角:±115°,C軸擺角:360°。在實現高轉速的同時還能實現A/C軸的聯動插補切削,同時配備主軸恒溫冷卻系統,確保較低的主軸溫升,以保證主軸的高精度。

雙擺銑頭外觀圖
3、進給傳動
三向直線坐標導軌均采用直線導軌,機床響應速度快。三軸進給運動均采用了進給電機與精密減速箱連接的齒輪齒條傳動方式,且采用了當今*的雙電機消隙技術,保證了傳動精度。精密減速箱和直線導軌均采用了進口件,保證了機床的高精度。具有響應性好、高精度、高剛性等優點。


圖4、齒輪齒條傳動方式
4、清潔環保的潤滑方式:
在X軸直線導軌采用定時定量自動潤滑裝置,使摩擦系數小,動靜響應特性好,導軌的精度保持性好,并設計有潤滑油回收裝置;在Y、Z軸直線導軌采用導軌滑塊自潤滑裝置,在保證潤滑的同時更注重無泄露及無潤滑油滴落的現象;精密減速箱的潤滑采用內部潤滑,齒輪齒條采用毛氈齒輪潤滑,減少滴油現象,同時還采用潤滑油回收裝置進行回收。

圖5、齒輪齒條自動潤滑裝置
5、機床操作宜人性良好:
機床采用全封閉防護罩, 外型美觀,操作安全。配置吊掛式操作站,具有良好的觀察和操作位置。設計上充分考慮到機床的抗粉塵能力,考慮到非金屬材料的加工的粉塵一般會造成機械運動部件的劇烈磨損,在機床設計中充分考慮了機械傳動部件的選擇和密封,將機械磨損的幾率降到zui小。所有直線導軌付采用導軌滑塊側面密封及端面刮板相結合的方式,并采用風琴式導軌罩防護。齒輪、齒條采用風琴式導軌罩防護。對于機床的外防護,采用鈑金外防護和風琴頂罩相結合的方式進行密封。
6、控制系統
機床配置西門子840D數控系統,主要電器元件均為西門子產品,保證控制系統的穩定可靠。
二、主要規格參數:
| 名 稱 | 單位 | 規 格 | 備注 |
| 工作臺面積(寬×長) | | 2000×6000 | |
| T形槽(槽數—槽寬×間距) | mm | 8–28×250 | |
| 橫梁縱向行程(X軸) | mm | 6000 | |
| 橫梁橫向行程(Y軸) | mm | 2000 | |
| 滑枕垂向行程(Z軸) | mm | 500~2000(可根據用戶要求調整) | |
| A軸擺角 | ° | ±115° | |
| C軸擺角 | ° | 360° | |
| 主軸端面至工作臺面zui小距離 | mm | 300(可根據用戶要求調整) | |
| 龍門墻體間距離 | mm | 2800 | |
| 電主軸zui大轉速 | r/min | 18000 | 可選24000 |
| 電主軸功率 (S1/S6) | Kw | 12/15 | |
| 主軸扭矩 | Nm | 15 | |
| 主軸錐孔 | | HSK F 63 | |
| 進給速度:X、Y、Z向 | mm/min | 30000 | |
| 快速移動速度:X、Y/Z向 | mm/min | 50000/30000 | |
| 機床外形尺寸(長×寬×高) | mm | 11600×6600×5500 | |
三、SINUMERIK 840D系統功能
| 1、控制軸 | ||
| 控制軸數 5軸 | 聯動軸數 5軸 | 跟隨模式 |
| 可編程加速 | 絲杠誤差補償 | 反向間隙補償 |
| 快速進給速度 | 切削進給速度 | 象限誤差補償 |
| 快速進給倍率 | 切削進給倍率 | 雙驅同步進給 |
| 2、插補功能 | ||
| 直線插補 | 圓弧插補 | 螺旋線插補 |
| 坐標變換 | 極坐標編程 | 倒角 |
| B樣條(非*性) | 直線、圓弧方式平滑切入、切出輪廓編程 | |
| 3、編程 | ||
| 用戶存儲器2.5MB | 文本編輯器(選擇、復制、刪除等) | 算術、比較、邏輯運算 |
| 公制/英制編程 | 可編程比例因數 | 可編程縮放、鏡像、旋轉加工 |
| /增量編程 | 程序段跳過 | 程序測試 |
| 子程序調用 | 固定循環 (鉆削、銑削) | 后臺編輯 |
| 用戶變量 | 宏指令 | |
| 4、刀具功能 | ||
| 刀具長度補償 | 刀具半徑補償(三維) | 輪廓偏差的預先檢測 |
| 5、主軸功能 | ||
| 輔助功能M | 主軸功能 | 主軸速度倍率 |
| 主軸轉速限制 | 主軸定向 | 剛性攻絲 |
| 加工中與進給軸同步 | 切換到進給軸模式 | |
| 6、設定/顯示 | ||
| 當前位置顯示 | 機床坐標系/工作坐標系 | 程序顯示 |
| 參數顯示 | 自診斷功能顯示 | 報警/信息/報警記錄 |
| 實際切削速度設置/顯示 | 實際主軸速度設置/顯示 | 中文顯示 |
| 10.4″TFT彩色顯示器 | 圖形顯示 | |
| 7、操作 | ||
| 自動(程序)運行 | MDA運行 | JOG/點動 |
| 返回至輪廓(重新定位) | MDA(緩沖器)示教 | |
| 8、其它 | ||
| PCU50、帶硬盤、WINDOWS XP、具備USB接口, | 以太網接口 | |
| 9、已選功能 | ||
| 5軸加工軟件包 | 龍門軸同步功能 | 漢語顯示 |
| 多軸插補 | 多項式插補 | |
四、可選擇配置
(1)、壓縮空氣刀具冷卻;
(2)、機床防護頂罩;
五、主要外配件供貨商:
1、 數控系統: SIEMENS
2、 主軸、進給伺服驅動及電機: SIEMENS
3、 雙擺銑頭組件: IMA
4、 減速箱: ATLANTA
5、 直線滾動導軌 THK/HIWIN
6、 氣動元件: 中國臺灣亞德客
7、 潤滑元件: 中日合資永嘉流遍
8、 主軸水冷機: 上海海立
9、 手持單元: 何其能
六、設備工作環境:
1、廠房高度: ≥6M
2、廠房濕度: 相對濕度≤85%
3、環境溫度: 5--40℃
4、電源: 動力電源(三相):AC 380V ±10%
電源頻率: 50HZ±1HZ
總容量: 35KVA
5、壓縮空氣: 0.55~0.6MPa
6、地基要求 (至少應滿足如下:)
1) 工業地面zui小厚度700 mm。
2) 250級水泥材料。
3) 地面張力0.3 Kg/cmq
七、加工零部件圖片資料:

風電葉片

汽車模具


大型木模
八、售后服務承諾:
1、公司設有售后服務管理部,負責向客戶提供*的優質服務。
2、售后服務管理部設專人負責客戶信息的接收、登記、分析、回復、處理、回訪、匯總建檔及反饋 ,處理客戶投訴、退貨、換貨及遺留問題。接受客戶技術咨詢,指導客戶正確使用和維護機床,追蹤售后服務情況,了解客戶滿意度,及時辦理“三包”內外領發件。
3、售后服務管理部對客戶服務有嚴格的限時處理規定:
A.對客戶信息的分析、處理規定8小時內回復客戶。
B.對有能力排除機床故障的客戶自己排除故障而需公司提供的更換零件,在24小時內辦理完領件、發件事宜。
C.客戶使用的產品不能正常使用需服務人員上門維修的,在24小時內派出服務人員。本中心對服務質量進行跟蹤,完成后對客戶進行回訪。
D.每周一次對售后服務信息進行匯總、建檔并及時向有關部門反饋。
E.負責對外出服務人員的服務質量、服務態度進行監督、考核。
4、售后服務內容:
A.機床產品“三包”期限:為自安裝、調試,用戶驗收合格簽字之日起12個月。
B.“三包”期限內質量問題免費維修,經維修仍無法解決的,包換包退。(客戶原因造成的故障除外)
C.“三包”期限以外,對設備實行終身維修,及時服務、合理收費。
四川長征機床集團有限公司