









| 是否有現(xiàn)貨: | 是 | 認證: | 000 |
| 品牌: | 精科大恒 | T型槽數(shù)目: | 11 |
| 適用行業(yè): | 通用 | 作用對象: | 通用 |
| 類型: | 龍門銑床 | 結構: | 龍門式 |
| 控制方式: | 數(shù)控 | 精密度: | 精密 |
| 自動化程度: | 自動 | 售后服務: | 12個月 |
| 主電機功率: | 22/28 | 重量: | 000 |
| 主軸轉速范圍: | 6000 | 工作臺尺寸: | 5000*2800 |
| 主軸錐孔錐度: | 000 | 型號: | DHXK3205 |
| 規(guī)格: | 5200*3200*1000 | 商標: | 精科大恒 |
| 包裝: | 簡單包裝 | 產(chǎn)量: | 100 |
大恒機床數(shù)控龍門銑床客戶反映 基本介紹 大恒機床數(shù)控龍門銑床客戶反映 性能特點 的選用首先需確定典型零件的工藝要求、加工工件的批量,擬定龍門銑應具有的功能是做好前期準備,合理選用銑床的前提條件滿足典型零件的工藝要求。
 大恒機床數(shù)控龍門銑床客戶反映 性能特點 的選用首先需確定典型零件的工藝要求、加工工件的批量,擬定龍門銑應具有的功能是做好前期準備,合理選用銑床的前提條件滿足典型零件的工藝要求。
大恒機床數(shù)控龍門銑床客戶反映 性能特點 的選用首先需確定典型零件的工藝要求、加工工件的批量,擬定龍門銑應具有的功能是做好前期準備,合理選用銑床的前提條件滿足典型零件的工藝要求。 典型零件的工藝要求主要是零件的結構尺寸、加工范圍和精度要求。根據(jù)精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求來選擇銑床的控制精度。根據(jù)可靠性來選擇,可靠性是提高產(chǎn)品質量和生產(chǎn)效率的保證。數(shù)控銑床的可靠性是指銑床在規(guī)定條件下執(zhí)行其功能時,長時間穩(wěn)定運行而不出故障。即平均無故障時間長,即使出了故障,短時間內能恢復,重新投入使用。選擇結構合理、制造精良,并已批量生產(chǎn)的銑床。一般用戶越多,數(shù)控系統(tǒng)的可靠性越高。
數(shù)控龍門銑對毛坯履行粗加工,那么它應是這臺機床的力有多大,也即是一次的 進刀量是多少。由于他對毛坯的加工屬于粗加工,對精度的要求還尚有一個重要的地方不可忽視,那就是絲桿,如果絲桿的品質要求達不到或是絲桿過細,如果功率過大,機床速度較快,吃刀量較大,那么絲桿可能發(fā)生變形甚至斷裂。所以這種情況下也要考慮絲桿的承載力。
用戶的關注部位應該和加工零件無關。現(xiàn)在機床的使用程度已經(jīng)非常的普及了,但是最近幾年新推出的龍門銑床等一系列的高精度機床,日常的養(yǎng)護工作所被人們忽視,龍門銑的一些故障是可通過維護避免的。在龍門銑床的使用中,制訂數(shù)控機床的日常維護的規(guī)章制度。經(jīng)常檢查數(shù)控機床使用的電網(wǎng)電壓。開機5分鐘后,檢查一切正常,方才可以正常使用。開機正常打開自動潤滑系統(tǒng)。檢查導軌防護,及時擦油。關機應及時清理機床污垢,及時在導軌與工作臺上擦油。及時關掉電源。
大恒機床數(shù)控龍門銑床客戶反映 技術參數(shù)


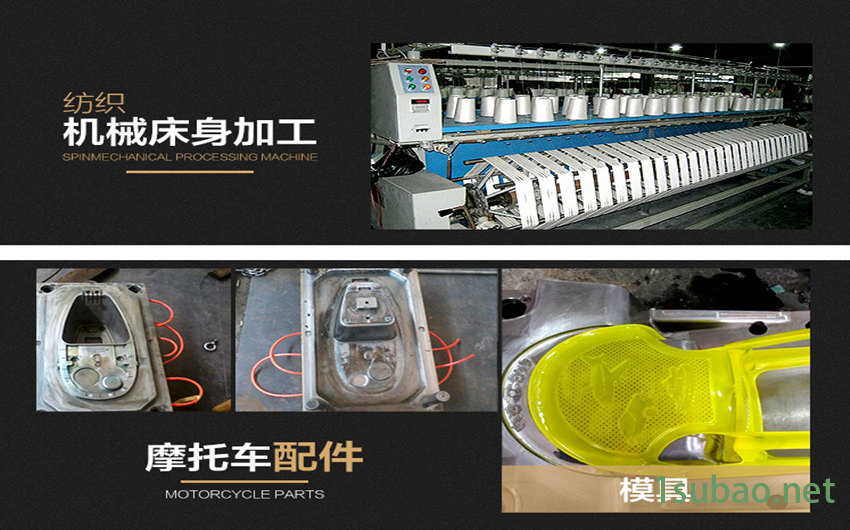
 大恒機床數(shù)控龍門銑床客戶反映 使用說明 數(shù)控龍門銑是新系列組合銑床,工作臺采用1XG系列,銑削頭采用1TX系列。其主傳動為斜齒輪傳動,傳動平穩(wěn),進給傳動采用滾珠絲杠傳動。數(shù)控龍門銑的主要特點是剛性好、精度高、效率高,配以適當?shù)你姷侗P每分鐘走刀量可達800mm。較大切削深度8-10mm,實現(xiàn)切削加工,可用于對鑄件、鋼件及有色金屬件的大平面銑削,一般用于柴油機、拖拉機等行業(yè)箱體類零件的生產(chǎn)線,可適應年產(chǎn)量10-20萬臺的生產(chǎn)能力要求。
大恒機床數(shù)控龍門銑床客戶反映 使用說明 數(shù)控龍門銑是新系列組合銑床,工作臺采用1XG系列,銑削頭采用1TX系列。其主傳動為斜齒輪傳動,傳動平穩(wěn),進給傳動采用滾珠絲杠傳動。數(shù)控龍門銑的主要特點是剛性好、精度高、效率高,配以適當?shù)你姷侗P每分鐘走刀量可達800mm。較大切削深度8-10mm,實現(xiàn)切削加工,可用于對鑄件、鋼件及有色金屬件的大平面銑削,一般用于柴油機、拖拉機等行業(yè)箱體類零件的生產(chǎn)線,可適應年產(chǎn)量10-20萬臺的生產(chǎn)能力要求。 數(shù)控龍門銑床銑削工藝的制定方法:
(1)確定毛坯的種類
毛坯種類應根據(jù)零件的材料、形狀、尺寸放工件數(shù)量來確定。
(2)確定零件的加工順序
零件加工順序應根據(jù)尺寸精度、表面粗糙度和熱處理等全部技術要求以及毛坯的種類和結構、尺寸來確定。
(3)確定工藝方法及加工余量
即確定每一工序所用的機床、工件裝夾方法、加工方法、測量方法及加工尺寸。
數(shù)控龍門銑床銑削工藝的制定原則:
(1)精基面先行原則
零件加工必須選合適的表面作為在機床或夾具上的定位基面。作為道工藝定位基面的毛坯面,稱為粗基面;經(jīng)過加工的表面作為定位基面的稱為精基面。主要的精基面應優(yōu)先完成。
(2)粗精分開原則
對精度要求較高的表面,一般應在工件全部粗加工后再進行精加工。這樣可消除工件在粗加工時因夾緊力、切削熱和內應力引起的變形,也有利于熱處理工序的安排;在大批量生產(chǎn)時,粗、精加工常在不同的機床上進行,這也有利于高精度機床的合理使用。
(3)一次裝夾原則
在單件、小批量生產(chǎn)中,有位置精度要求的有關表面應盡可能在一次裝夾中進行精加工。
以上就是數(shù)控龍門銑床的選用方法和工藝需要注意的問題,通過制定完備的機床切削方案可以有效避免工件出現(xiàn)精度質量問題。
大恒機床數(shù)控龍門銑床客戶反映 采購須知
