









| 是否有現貨: | 是 | 認證: | 000 |
| 品牌: | 精科大恒 | T型槽數目: | 9 |
| 適用行業: | 通用 | 作用對象: | 通用 |
| 類型: | 龍門銑床 | 結構: | 龍門式 |
| 控制方式: | 數控 | 精密度: | 精密 |
| 自動化程度: | 自動 | 售后服務: | 12 |
| 主電機功率: | 22/28 | 重量: | 000 |
| 主軸轉速范圍: | 6000 | 工作臺尺寸: | 4000*1800 |
| 主軸錐孔錐度: | 000 | 型號: | Dhxk2204 |
| 規格: | 4200*2200*1000 | 商標: | 精科大恒 |
| 包裝: | 簡單包裝 | 產量: | 100 |
鑄造生產組裝一體化4米生產數控龍門銑床基本介紹 鑄造生產組裝一體化4米生產數控龍門銑床性能特點 數控龍門銑床加工是指使用數控龍門銑床對零件進行相關的操作。一般龍門銑床只能沿工作臺縱向銑削,對橫向端面的技工是無能為力的,特別是較長零件的端面。對于側面個可利用水平銑頭進行銑削,而相對的另一側面就不能進行銑削。遇到以上的加工面,須在龍門銑床進行銑削,這樣就增加了零件的加工周期,同時也很難好掙這些加工面的位置精度。為了解決上述問題,須配備附件,在一次裝卡不盡肯能完成更多的加工面,縮短大型零件的加工周期和保證精度等。
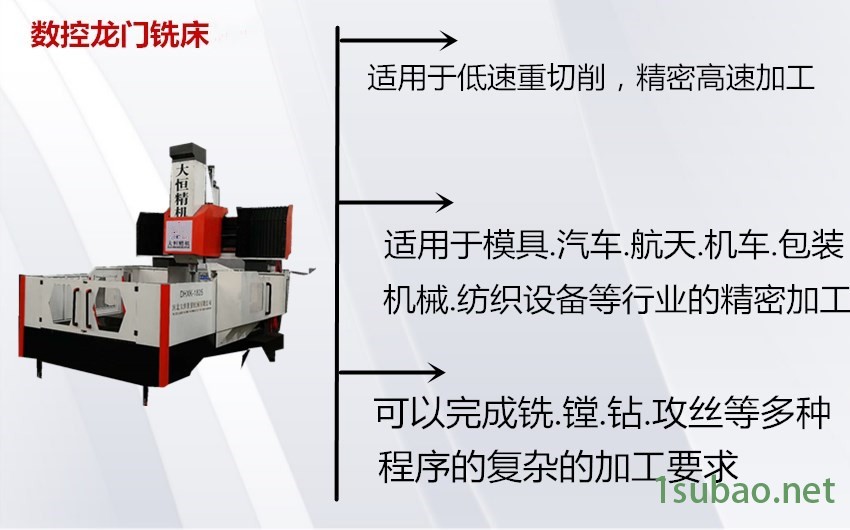 鑄造生產組裝一體化4米生產數控龍門銑床性能特點 數控龍門銑床加工是指使用數控龍門銑床對零件進行相關的操作。一般龍門銑床只能沿工作臺縱向銑削,對橫向端面的技工是無能為力的,特別是較長零件的端面。對于側面個可利用水平銑頭進行銑削,而相對的另一側面就不能進行銑削。遇到以上的加工面,須在龍門銑床進行銑削,這樣就增加了零件的加工周期,同時也很難好掙這些加工面的位置精度。為了解決上述問題,須配備附件,在一次裝卡不盡肯能完成更多的加工面,縮短大型零件的加工周期和保證精度等。
鑄造生產組裝一體化4米生產數控龍門銑床性能特點 數控龍門銑床加工是指使用數控龍門銑床對零件進行相關的操作。一般龍門銑床只能沿工作臺縱向銑削,對橫向端面的技工是無能為力的,特別是較長零件的端面。對于側面個可利用水平銑頭進行銑削,而相對的另一側面就不能進行銑削。遇到以上的加工面,須在龍門銑床進行銑削,這樣就增加了零件的加工周期,同時也很難好掙這些加工面的位置精度。為了解決上述問題,須配備附件,在一次裝卡不盡肯能完成更多的加工面,縮短大型零件的加工周期和保證精度等。 車端面時注意事項:
1、車刀的刀尖應對準工件中心,以免車出的端面中心留有凸臺。
2、偏刀車端面,當背吃刀量較大時,容易扎刀。背吃刀量ap的選擇:粗車時ap=0.5~3mm,精車時ap=0.05~0.2mm。
3、端面的直徑從外到中心是變化的,切削速度也在改變,在計算切削速度時須按端面的至大直徑計算。
4、車直徑較大的端面,若出現凹心或凸肚時,應檢查車刀和方刀架,以及大滑板是否鎖緊。為使車刀準確地橫向進給,應將中滑板緊固在床身上,用 架調整背吃刀量。
5、端面質量要求較高時,末尾一刀應由中心向外切削。 鑄造生產組裝一體化4米生產數控龍門銑床技術參數



 鑄造生產組裝一體化4米生產數控龍門銑床使用說明 數控加工中心操作技巧的掌握包括對其基本功能的靈活切換以及對操作指令的熟知,通過幾年的加工中心實際應用和教學實踐及摸索,我們對數控加工中心使用的幾個常用指令做如下總結:
鑄造生產組裝一體化4米生產數控龍門銑床使用說明 數控加工中心操作技巧的掌握包括對其基本功能的靈活切換以及對操作指令的熟知,通過幾年的加工中心實際應用和教學實踐及摸索,我們對數控加工中心使用的幾個常用指令做如下總結: 1、暫停指令
G04X(U)_/P_是指刀具暫停時間(進給停止,主軸不停止),地址P或X后的數值是暫停時間。X后面的數值要帶小數點,否則以此數值的千分之一計算,以秒(s)為單位,P后面數值不能帶小數點(即整數表示),以毫秒(ms)為單位。
2、鏡像指令
鏡像加工指令M21、M22、M23。當只對X軸或Y軸進行鏡像時,切削時的走刀順序(順銑與逆銑),刀補方向,圓弧插補轉向都會與實際程序相反,如圖1所示。當同時對X軸和Y軸進行鏡像時,走刀順序,刀補方向,圓弧插補轉向均不變。
3、圓弧插補指令
G02為順時針插補,G03為逆時針插補,在XY平面中,格式如下:G02/G03X_Y_I_K_F_或G02/G03X_Y_R_F_,其中X、Y為圓弧終點坐標,I、J為圓弧起點到圓心在X、Y軸上的增量值,R為圓弧半徑,F為進給量。
7、編制換刀子程序。
在加工中心上,換刀是不可避免的。但機床出廠時都有一個固定的換刀點,不在換刀位置,便不能夠換刀,而且換刀前,刀補和循環都要取消掉,主軸停止,冷卻液關閉。條件繁多,如果每次手動換刀前,都要保證這些條件。 鑄造生產組裝一體化4米生產數控龍門銑床采購須知
