






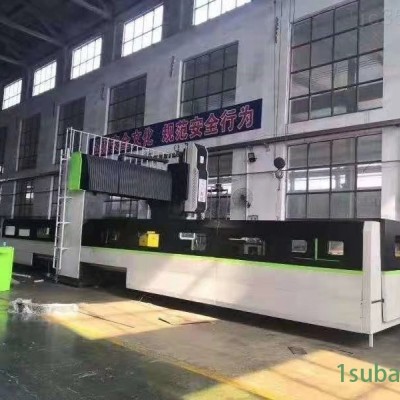

數(shù)控龍門銑床適用于多種機械加工行業(yè)
數(shù)控龍門銑床的結(jié)構(gòu)特點:固定式床身、工作臺移動;主軸箱隨溜板上下移動;亦可沿橫梁左右移動實現(xiàn)三軸聯(lián)動;配置22kW主鏜銑頭。機床主銑頭具有銑削、鏜削、鉆削、锪孔、攻絲等功能,適用于機械、鋼鐵、能源、汽車、航空航天、兵器、船舶等行業(yè)的大、中型零件的加工。配備附件銑頭后可實現(xiàn)工件的一次裝夾,安裝直角銑頭可五面加工,一機多用,提高了工件的。
數(shù)控龍門銑床適用于多種機械加工行業(yè)
數(shù)控龍門銑床在高精度磨削時,會有很多因素的影響 ,以下兩點為參考
(1) 數(shù)控龍門銑床在平板壓砂常見問題及產(chǎn)生原因
數(shù)控龍門銑床有不均勻的打滑現(xiàn)象,并伴有“吱吱”聲響,平板表面發(fā)亮,主要是壓砂不進(jìn),硬指酸過多,平板材料有硬層;壓砂不均勻,硬脂酸過多,平板不吻合,煤油過少,磨料分布不均勻;平板中部磨料密集,對研平板有熬心,煤油過多;平板表面有劃痕,研磨劑中混有粗粒,或磨料未嵌入,硬脂酸分布不均;平板表面出現(xiàn)黃色或茶褐色斑塊燒傷,潤滑劑少,對研速度過快或壓力過高,研磨時間過長;研時噪聲很大,磨粒呈脆性;平板表面光亮度不一致,磨粒分布不均勻,或所施加的壓力不均勻。
(2) 數(shù)控龍門銑床研磨時常見缺陷及產(chǎn)生原因
表面粗糙度值高,產(chǎn)生原因:磨料太粗;研磨劑選用不當(dāng);研磨劑涂得薄而不均;研磨時忽視清潔工作,研磨劑中混入雜質(zhì)。平面成凸形,產(chǎn)生原因:研磨時壓力過大;研磨劑涂得太厚,工作邊緣擠出的研磨劑未及時擦去仍繼續(xù)研磨;運動軌跡沒有錯開;研磨平板選用不當(dāng)孔口擴大,產(chǎn)生原因:研磨劑涂抹不均勻;研磨時孔口擠出的研磨劑未及時擦去;研磨棒伸出太長;研磨棒與工件孔之間的間隙太大,研磨時研具相對于工件孔的徑向擺動太大;工件內(nèi)孔本身或研磨棒有錐度孔成橢圓形式圓柱有錐度,產(chǎn)生原因:研磨時沒有更換方向或及時調(diào)頭;工件材料硬度不勻或研磨前加工質(zhì)量差;數(shù)控龍門銑床的研磨棒本身的制造精度低。