






| 材質 | 聚晶立方氮化硼 |
|---|---|
| 規格 | 國標 |
| 加工范圍 | HRC45以上 |
| 結構類型 | 復合式 |
| 類型 | 精車刀 |
| 執行質量標準 | 國標 |
| 標準編號 | hlcbn |
| 是否進口 | 否 |
| 適用機床 | 車床 |
| 是否庫存 | 庫存 |
| 是否批發 | 批發 |
| 是否涂層 | 非涂層 |
| 貿易屬性 | 庫存 |
| 刀片厚度 | 標準可選 |
| 發貨期限 | 2天內 |
| 經營模式 | 自產自銷 |
| 車刀角度 | 標準可選 |
| 品牌 | 鄭州華菱超硬 |
| 型號 | BN-H10、BN-H20 |
| 打樣周期 | 3-4天 |
| 刀片形狀 | 方形、菱形、三角形等 |
| 刀片切削刃長度 | 標準可選 |
| 刀尖圓角半徑 | 標準可選 |
精車加工加工淬火鋼齒輪CBN刀具選擇【華菱立方氮化硼專用車刀】
精車加工淬火鋼齒輪的各方面因素,華菱超硬推出了三種新牌號的立方氮化硼刀具專門用于精車加工淬火鋼齒輪。(BN-H10/BN-H20/BN-S20)這三種牌號的CBN刀具,耐磨性好,不崩刀,可成倍提高加工效率。華菱超硬是加工淬火鋼齒輪的CBN刀具**品牌。

俗話說,工欲善其事必先利其器,選擇一把好的刀具是加工淬火鋼齒輪的首要條件。 齒輪鋼件經過淬火后**具有了高硬度高強度塑性差等特點,這使淬火鋼齒輪成為了難以加工類材料。另外,由于淬火鋼齒輪較硬,切削力大、導熱率低,加快了刀具的磨損。因此加工淬火鋼齒輪的刀具必須具有優異的性能才能滿足要求。
大家都知道,硬質合金刀具本身硬度不高,精車加工淬火鋼齒輪會頻繁出現加工不動、崩刀等問題,影響加工效率不說,還使制品精度得不到保證;后來推出的一種涂層硬質合金刀具,是在硬質合金的基體上涂覆了一層耐磨材料,但還是不能有效改善原有刀具的性能,逐漸也被淘汰出局;陶瓷刀具的陶瓷刀具加工效果雖然比以上兩種硬質合金刀具要好,但陶瓷刀具的缺點是脆性大,抗彎強度和抗熱沖擊性能較差,當切削溫度高,容易產生裂紋;CBN刀具的出現不僅大大提高了刀具的耐磨性,還具有良好的導熱性能以及紅硬性,無論在多高的切削力和切削溫度下,依然可以輕松精車加工淬火鋼;
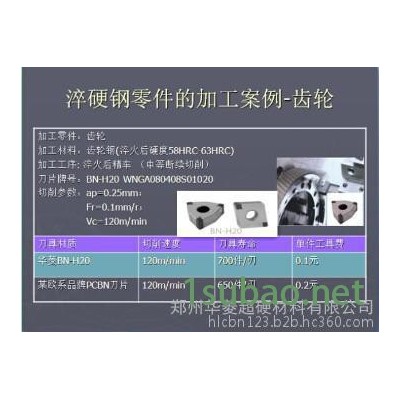
華菱超硬立方氮化硼刀具,簡稱HLCBN,在原有CBN刀具的基礎上做了改進,不僅進一步提高了刀具的性能,改善了常規CBN刀具脆性大的缺點,而且豐富了CBN刀具的產品內容,多牌號多規格的選擇使華菱超硬被譽為高硬度材料切削加工難題解決專家。華菱超硬CBN刀具BN-H20加工淬火鋼齒輪案例如下:

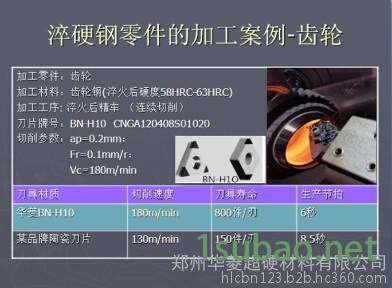
另外,華菱超硬CBN刀具BN-H10在淬火鋼齒輪鋼方面的應用案例如下所示,可見,華菱超硬CBN刀具已經成為加工淬火鋼齒輪的**刀具。
鄭州華菱超硬材料有限公司:高硬度材料切削加工難題解決專家。我們將以**規范化的流程響應,專業專注“量體裁衣”式服務,為客戶創造的價值超越契約。
精車加工加工淬火鋼齒輪CBN刀具選擇【華菱立方氮化硼專用車刀】