


| 類型 | 直流等離子焊機(jī) |
|---|---|
| 電流 | 直流 |
| 控制方式 | 數(shù)控 |
| 驅(qū)動形式 | 自動 |
| 用途 | 切割 |
| 頻段 | 激光 |
| 作用對象 | 金屬 |
| 作用原理 | 脈沖 |
| 等離子源 | 2 |
| 最大切割厚度 | 13000(mm) |
| 頻率 | 3(hz) |
| 輸入電壓 | 4(V) |
| 額定輸入電源容量 | 5(KVA) |
| 輸出電流調(diào)節(jié)范圍 | 4(A) |
| 空載電壓 | 85(V) |
| 額定負(fù)載持續(xù)率 | 1(%) |
| 功率 | 5(W) |
| 功率因素 | 7 |
| 效率 | 9 |
| 絕緣等級 | 4 |
| 外殼防護(hù)等級 | 5 |
| 安裝占地 | 6 |
| 外形尺寸 | 3 |
| 工具凈重 | 1(Kg) |
| 規(guī)格 | 標(biāo)準(zhǔn) |
| 品牌 | 慶安 |
| 型號 | QAD-30 |
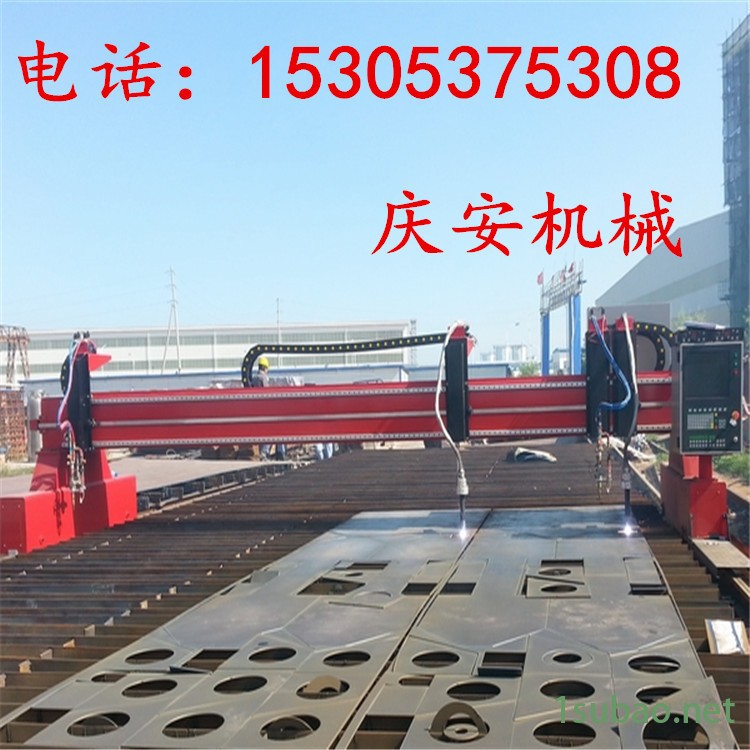
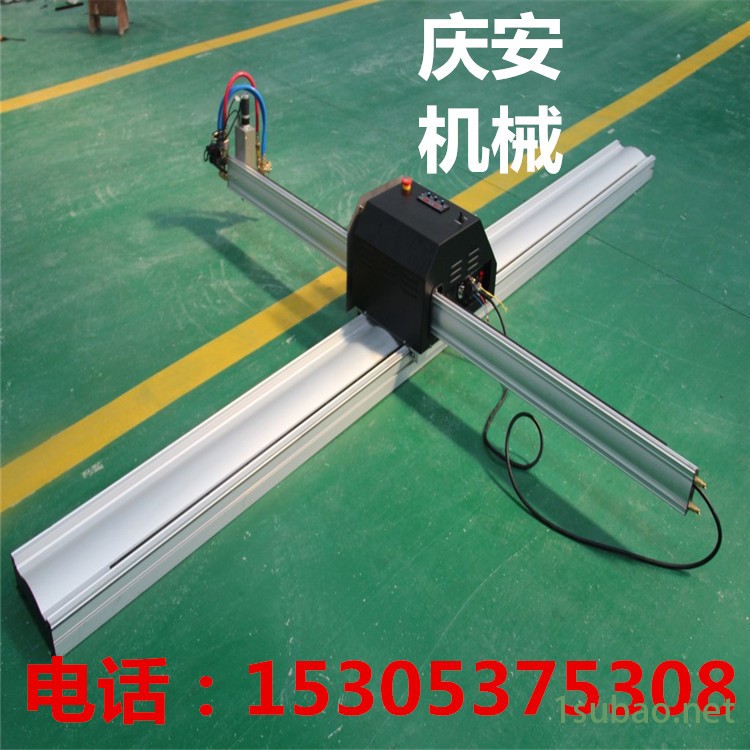
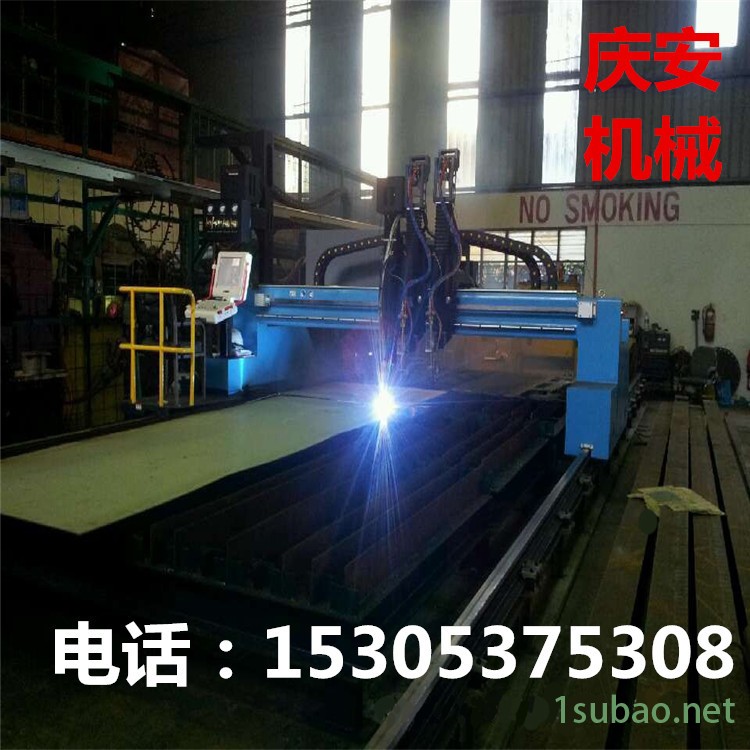
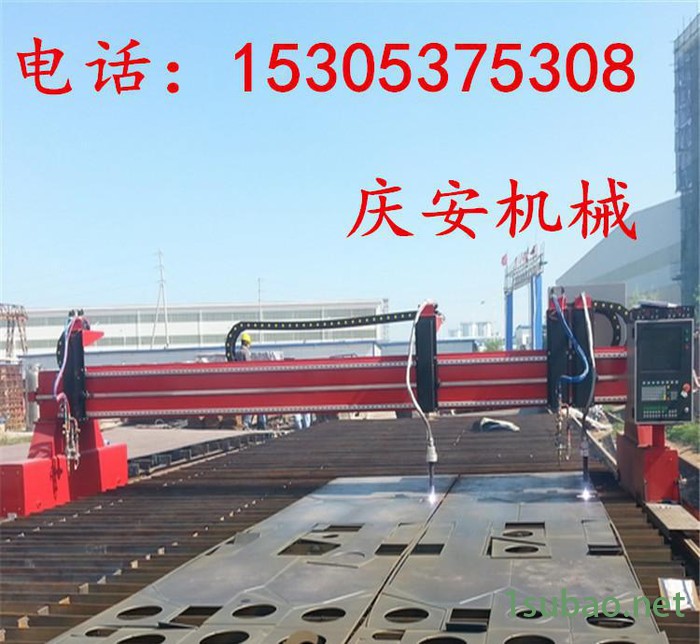
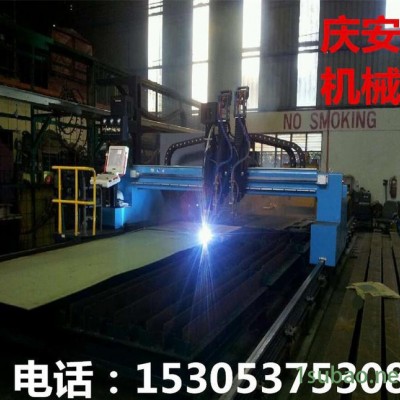
1、該龍門式數(shù)控切割機(jī)可根據(jù)用戶需求配置等離子、火焰等多把割炬。 2、數(shù)控火焰/等離子切割機(jī)是一種高效率,節(jié)約能源的切割設(shè)備。適用于各種厚度的碳鋼、不銹鋼及有色金屬板材的精密切割下料,提高板材利用率,省時(shí)省料。數(shù)控火焰切割機(jī)能對厚度5—300mm的碳鋼進(jìn)行高品質(zhì)的切割下料。 3、龍門式箱式橫梁、承載力好,適合寬跨距,高效雙邊驅(qū)動,結(jié)構(gòu)緊湊,整體回火、充分消除焊接應(yīng)力,性能穩(wěn)定可靠。 4、橫向?qū)к壊捎脟a(chǎn)或進(jìn)口直線導(dǎo)軌,精度高、導(dǎo)向好。縱向?qū)к壊捎锰刭|(zhì)鋼軌,表面經(jīng)磨削處理,具有很高的機(jī)械精度和耐磨性。 5、驅(qū)動齒條、齒輪由專業(yè)廠家定制,表面滲碳淬火,精度高。橫向、縱向傳動采用德國NEUGART高精度、大轉(zhuǎn)矩、低背隙、免維護(hù)行星齒輪減速機(jī)。 6、驅(qū)動系統(tǒng)為伺服驅(qū)動或步進(jìn)驅(qū)動,根據(jù)用戶需要可選用世界**產(chǎn)品——進(jìn)口日本松下交流伺服驅(qū)動或步進(jìn)電機(jī)驅(qū)動,是整機(jī)更加平穩(wěn)運(yùn)行,速度變速范圍更寬,加速時(shí)間短; 10、多配置切割用途,通過配置不同的切割工具,不同的割炬系統(tǒng)能夠滿足各類火焰、噴粉、等離子等加工用途。 11、系統(tǒng)分為氣體控制盤和氣路分配系統(tǒng),專業(yè)廠家生產(chǎn)。配有自動點(diǎn)火裝置、回火防止器,安全穩(wěn)定。 12、根據(jù)用戶需要可以配各種進(jìn)口或國產(chǎn)等離子切割,滿足不同金屬材料切割。 13、根據(jù)用戶需要,增加其它特殊功能。 | |||||
軌距(mm) | 3000 | 4000 | 5000 | 6000 | 7000 |
工作寬度(mm) | 2200 | 3200 | 4200 | 5200 | 6200 |
數(shù)控系統(tǒng) | 上海交大數(shù)控系統(tǒng)或北京斯達(dá)峰數(shù)控系統(tǒng) | ||||
火焰割炬 | 數(shù)控專用火焰割炬 | ||||
等離子電源 | 根據(jù)用戶需求可選配 | ||||
割炬升降行程(mm) | 200 | ||||
空程速度(mm/min) | 0-10000 | ||||
切割速度(mm/min) | 0-6000 | ||||
火焰切割厚度(mm) | 5-300 | ||||
等離子切割厚度(mm) | 根據(jù)等離子電源大小而定 | ||||
燃?xì)夥N類 | **或天然氣、丙烷 | ||||
地基種類 | H型鋼或水泥地基,標(biāo)準(zhǔn)配置為H型鋼地基 | ||||
一、使用前及切割時(shí)
1.應(yīng)檢查并確認(rèn)電源、氣源、水源無漏電、漏氣、漏水,接地或接零安全可靠。
2.小車、工件應(yīng)放在適當(dāng)位置,并應(yīng)使工件和切割電路正極接通,切割工作面下應(yīng)設(shè)有溶渣坑。
3.應(yīng)根據(jù)工件材質(zhì)、種類和厚度選定噴嘴孔徑,調(diào)整切割電源、氣體流量和電極的內(nèi)縮量。
4.自動切割小車應(yīng)經(jīng)空車運(yùn)轉(zhuǎn),并選定切割速度。
5.操作人員必須戴好防護(hù)面罩、電焊手套、帽子、濾膜**和隔音耳罩。不戴防護(hù)鏡的人員嚴(yán)禁直接觀察等離子弧,裸露的皮膚嚴(yán)禁接近等離子弧。
6.切割時(shí),操作人員應(yīng)站在上風(fēng)處操作。可從工作臺下部抽風(fēng),并宜縮小操作臺上的敞開面積。
7.切割時(shí),當(dāng)空載電壓過高時(shí),應(yīng)檢查電器接地、接零和割炬手把絕緣情況,應(yīng)將工作臺與地面絕緣,或在電氣控制系統(tǒng)安裝空載斷路斷電器。
8.高頻發(fā)生器應(yīng)設(shè)有屏蔽護(hù)罩,用高頻引弧后,應(yīng)立即切斷高頻電路。
9.使用釷、鎢電極應(yīng)符合JGJ33-2001第12.7.8條規(guī)定。
二、切割操作及配合人員防護(hù)
1.現(xiàn)場使用的等離子切割機(jī)機(jī),應(yīng)設(shè)有防雨、防潮、防曬的機(jī)棚,并應(yīng)裝設(shè)相應(yīng)的消防器材。
2.高空切割時(shí),必須系好安全帶,切接切割周圍和下方應(yīng)采取防火措施,并應(yīng)有專人監(jiān)護(hù)。
3.當(dāng)需切割受壓容器、密封容器、油桶、管道、沾有可燃?xì)怏w和溶液的工件時(shí),應(yīng)先消除容器及管道內(nèi)壓力,消除可燃?xì)怏w和溶液,然后沖洗有毒、有害、易燃物質(zhì);對存有殘余油脂的容器,應(yīng)先用蒸汽、堿水沖洗,并打開蓋口,確認(rèn)容器清洗干凈后,再灌滿清水方可進(jìn)行切割。在容器內(nèi)焊割應(yīng)采取防止觸電、中毒和窒息的措施。割密封容器應(yīng)留出氣孔,必要時(shí)在進(jìn)、出氣口處裝設(shè)備通風(fēng)設(shè)備;容器內(nèi)照明電壓不得超過12V,焊工與工件間應(yīng)絕緣;容器外應(yīng)設(shè)專人監(jiān)護(hù)。嚴(yán)禁在已噴涂過油漆和塑料的容器內(nèi)切割。
4.對承壓狀態(tài)的壓力容器及管道、帶電設(shè)備、承載結(jié)構(gòu)的受力部位和裝有易燃、易爆物品的容器嚴(yán)禁進(jìn)行切割。
5.雨天不得在露天焊割。在潮濕地帶作業(yè)時(shí),操作人員應(yīng)站在鋪有絕緣物品的地方,并應(yīng)穿絕緣鞋。
6.作業(yè)后,應(yīng)切斷電源,關(guān)閉氣源和水源。
性能特點(diǎn): 該系列生產(chǎn)線是風(fēng)管角鋼的沖孔、剪切的自動化生產(chǎn)專業(yè)設(shè)備,該機(jī)由五大部分組成,送料部分、主機(jī)部分、成品下料部分、液壓氣動部分、電氣控制部分。 顯示工件圖形。
● 編制程序時(shí)只需輸入工件尺寸、準(zhǔn)距、工作數(shù)即可,編程簡易,也可直接使用放樣軟件所生成的程序數(shù)據(jù)。
● 采取了多項(xiàng)措施解決角鋼彎曲引起的進(jìn)料困難和準(zhǔn)距誤差。
● 采用PLC、工控機(jī)控制,伺服電機(jī)送進(jìn),效率高,工作精度穩(wěn)定。
● 關(guān)鍵的液、氣、電動元件全部采用進(jìn)口產(chǎn)品。
● 具有故障自我診斷和數(shù)據(jù)統(tǒng)計(jì)功能。
技術(shù)特征:
● 設(shè)備剛性強(qiáng),結(jié)構(gòu)緊湊,優(yōu)化排料,具有免剪切功能,材料利用率高。
● 沖孔、切斷、自動進(jìn)行,生產(chǎn)效率高。
● 計(jì)算機(jī)中文界面,操作簡易,可顯示工件圖形。
● 編制程序時(shí)只需輸入工件尺寸、準(zhǔn)距、工作數(shù)即可,編程簡易,也可直接使用放樣軟件所生成的程序數(shù)據(jù)。
● 采取了多項(xiàng)措施解決角鋼彎曲引起的進(jìn)料困難和準(zhǔn)距誤差。
● 采用PLC、工控機(jī)控制,伺服電機(jī)送進(jìn),效率高,工作精度穩(wěn)定。
● 關(guān)鍵的液、氣、電動元件全部采用進(jìn)口產(chǎn)品。
● 具有故障自我診斷和數(shù)據(jù)統(tǒng)計(jì)功能。
主要技術(shù)參數(shù):
數(shù)控角鋼聯(lián)合生產(chǎn)線技術(shù)參數(shù):
1、加工角鋼范圍(mm):∠3?span lang="EN-US">3?span lang="EN-US">3—∠5?span lang="EN-US">5?span lang="EN-US">5
2**大沖孔直徑(mm):?26(5厚、Q235)
3、沖孔力(kN):400
4、每側(cè)沖頭數(shù)目(個):1
5、毛坯**大長度(m):6
6、成品**大長度(m):6
7、切斷方式:600kN,單刃切斷
8、數(shù)控軸數(shù):3軸
9、沖孔速率:一般工件1000次/小時(shí)
10、送進(jìn)電機(jī)和準(zhǔn)線調(diào)整均為進(jìn)口交流伺服電機(jī),主要電氣控制元件及液壓、氣動閥為進(jìn)口元件。
11、加工精度:符合GB2694-2003的要求
12、角鋼送進(jìn)速度:15m/min
聯(lián)系人:劉經(jīng)理
咨詢電話15305375308