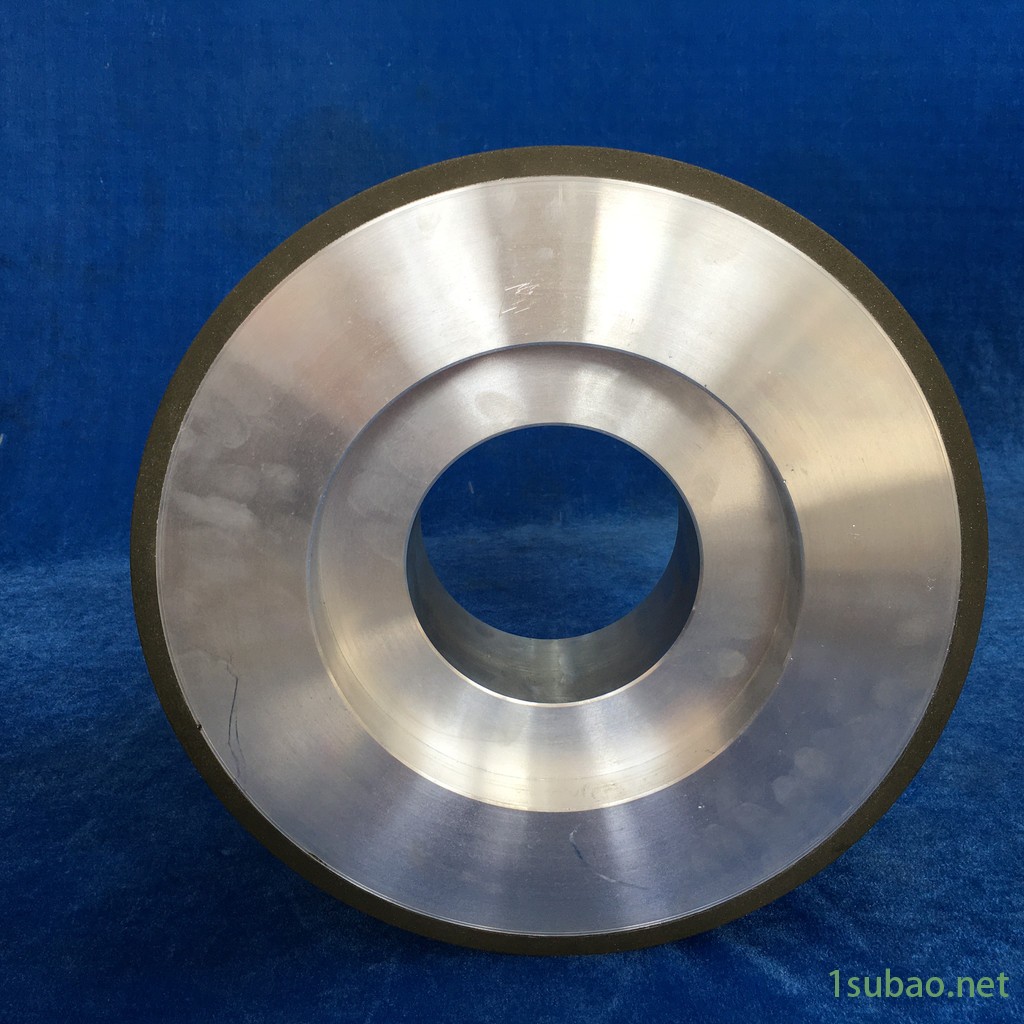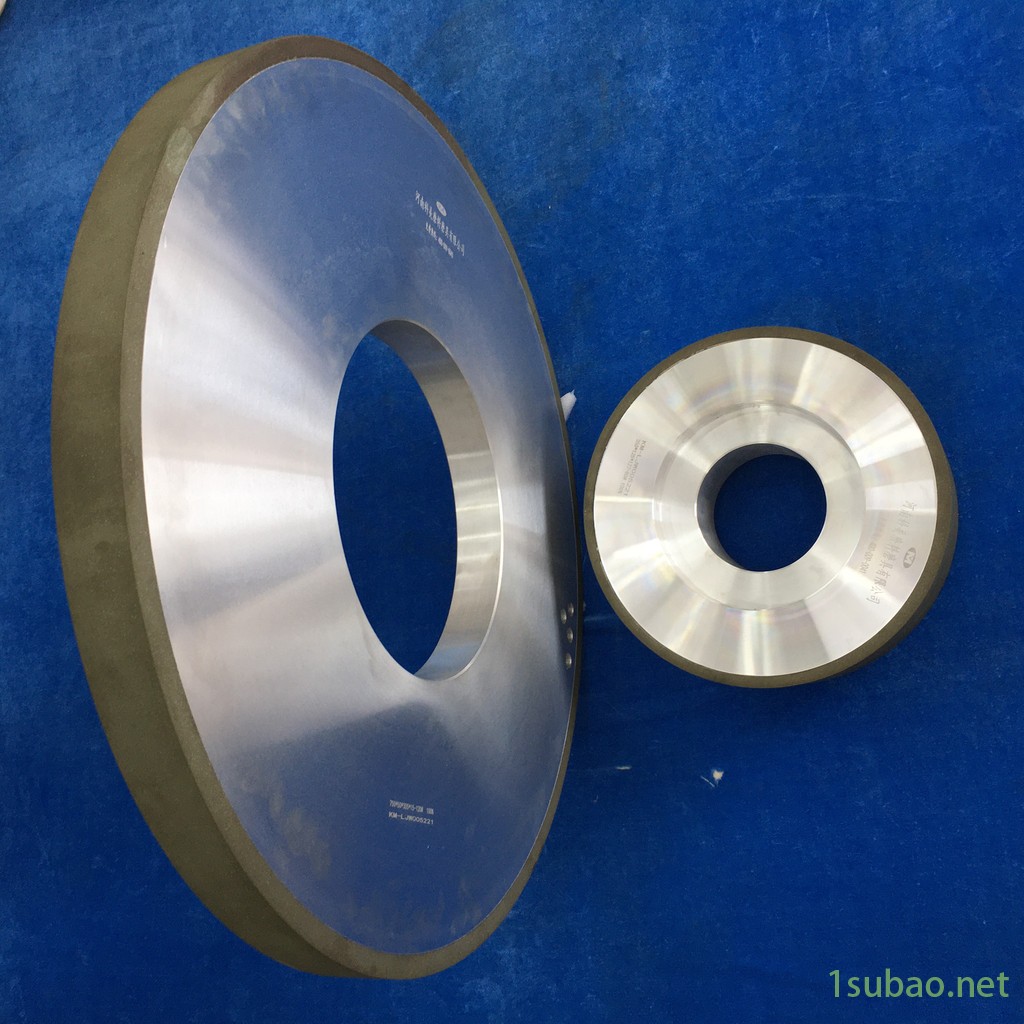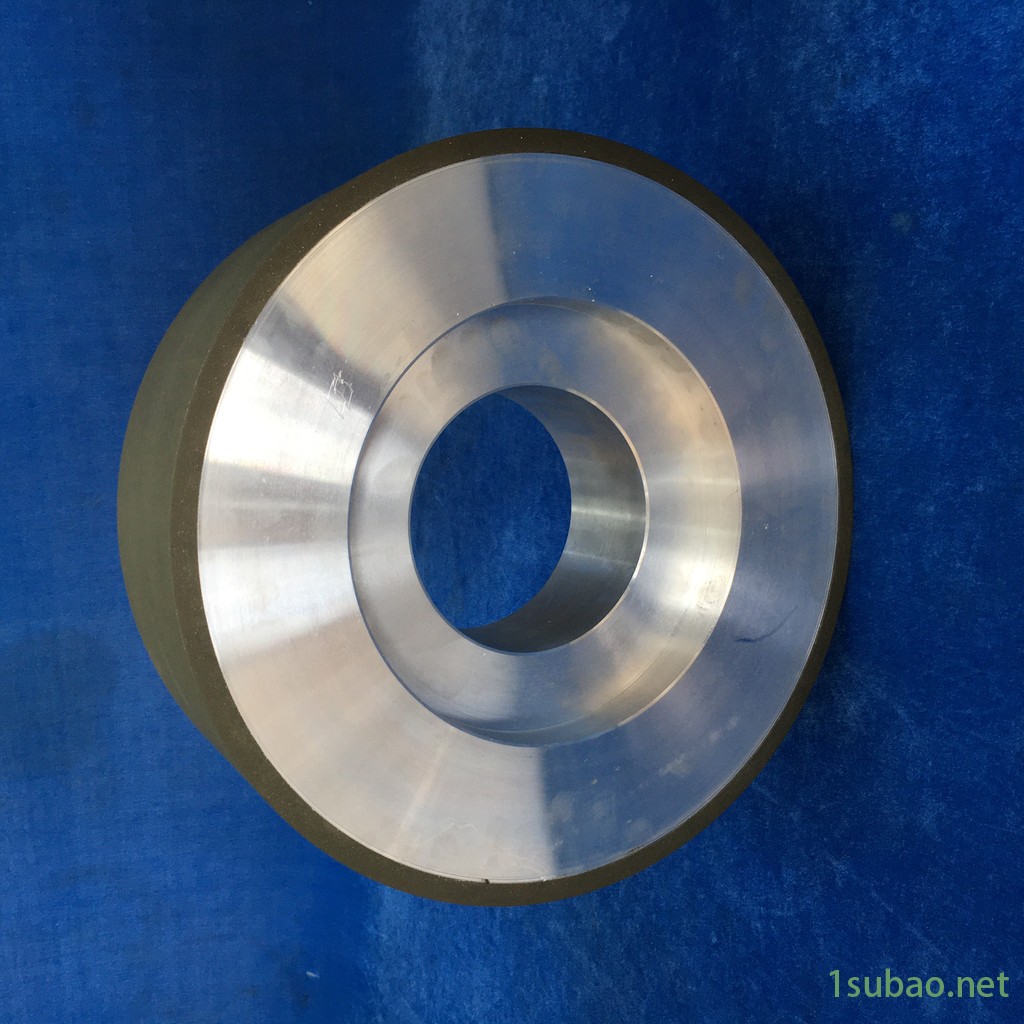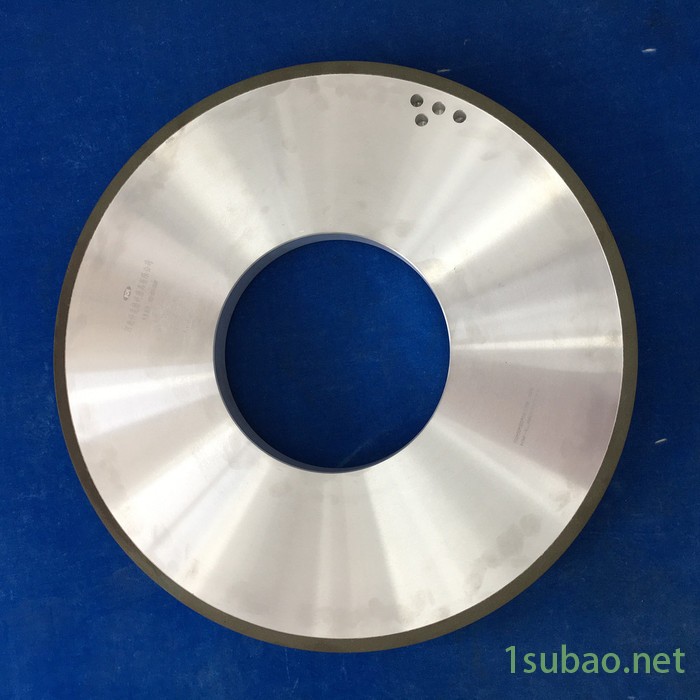

| 材質 | 金剛石/CBN |
|---|---|
| 產地 | 河南鄭州 |
| 工藝 | 樹脂 |
| 規格 | 120# |
| 厚度 | 150/200 |
| 粒度 | 800目 |
| 適用范圍 | 不銹鋼 |
| 形狀 | PSA |
| 適用行業 | 金屬加工 |
| 結合劑 | 樹脂砂輪 |
| 發貨期限 | 10天 |
| 品牌 | 河南砂輪 |
| 加工定制 | 是 |
咨詢熱線:15670627751
無心磨削的主要質量缺陷有以下幾種:
1、工件圓度誤差超差;
2、工件圓柱度誤差;
3、工件表面缺陷;無心磨削表面缺陷主要有振紋、燒傷、劃傷及螺旋狀磨痕等;
發生振紋的原因主要是工藝系統振動,引起振動的原因有工件中心高過高、工藝系
統剛度不夠、砂輪鈍化、砂輪過硬及平衡不好等。表面螺旋狀磨痕是由于磨削區域過短,工件未經充分磨削造成。砂輪修整不好、側導板調整不好、磨削量過大等均可造成螺旋狀磨痕。磨削燒傷的原因主要是磨削用量過大、砂輪過硬及冷卻不充分。工件表面劃傷主要是工件與托板之間摩擦引起的,還有脫落的磨粒、磨屑也有影響。