





| 模具安裝方式: | 其它 | 型號: | 15k |
| 電動機功率: | 咨詢客服 | 適用原料: | PP,PA,ABS,PS,PC |
| 外形尺寸: | 700*500*1100 | 訂貨號: | 102 |
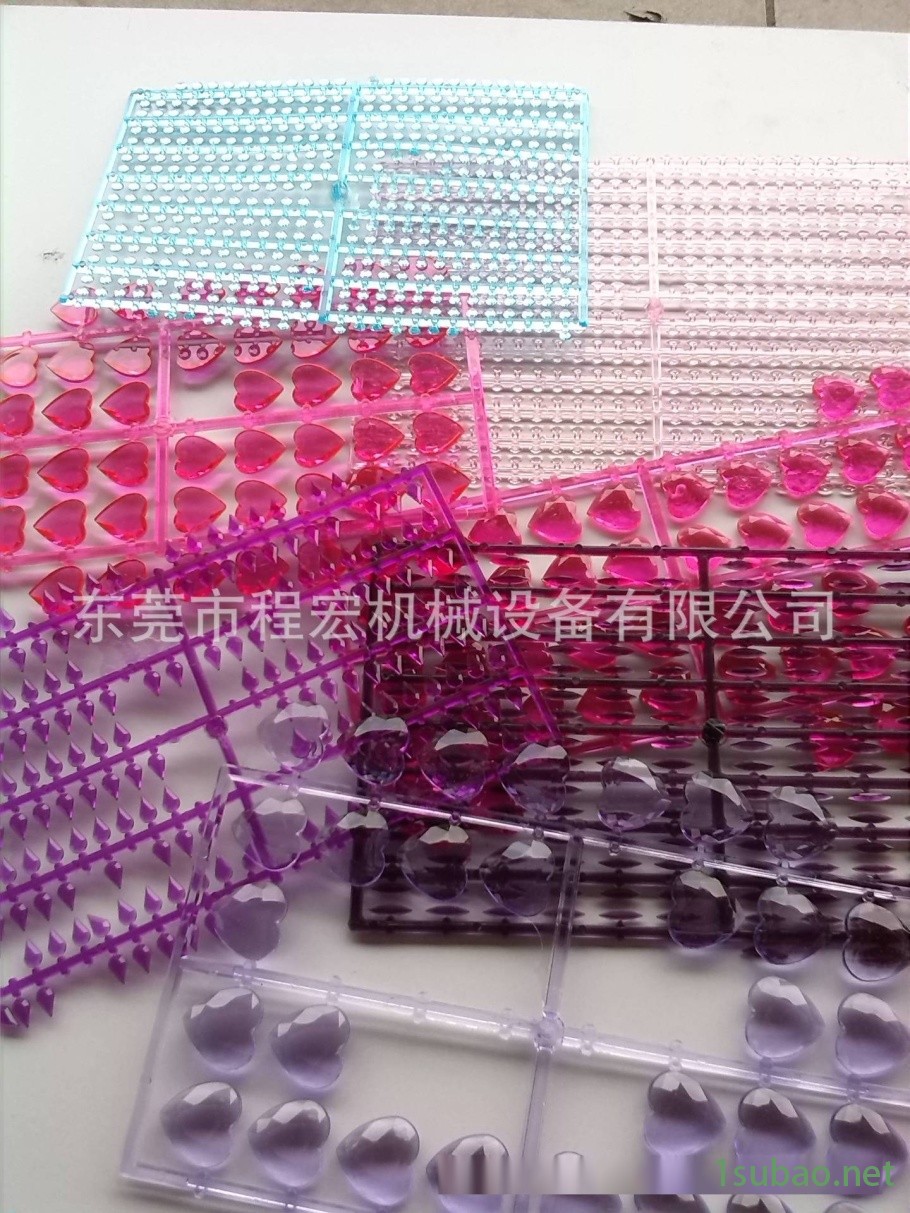
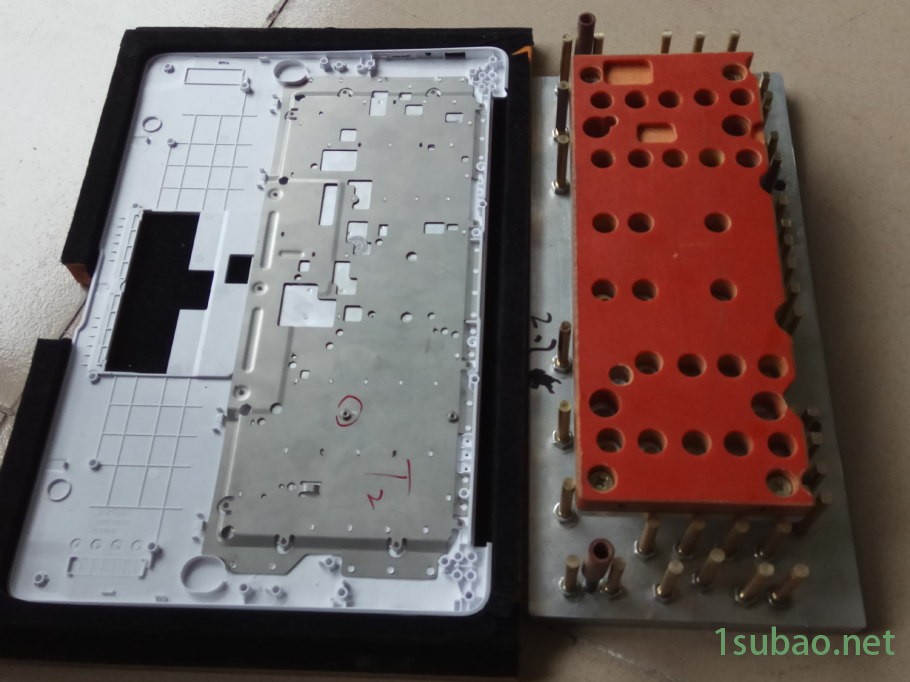
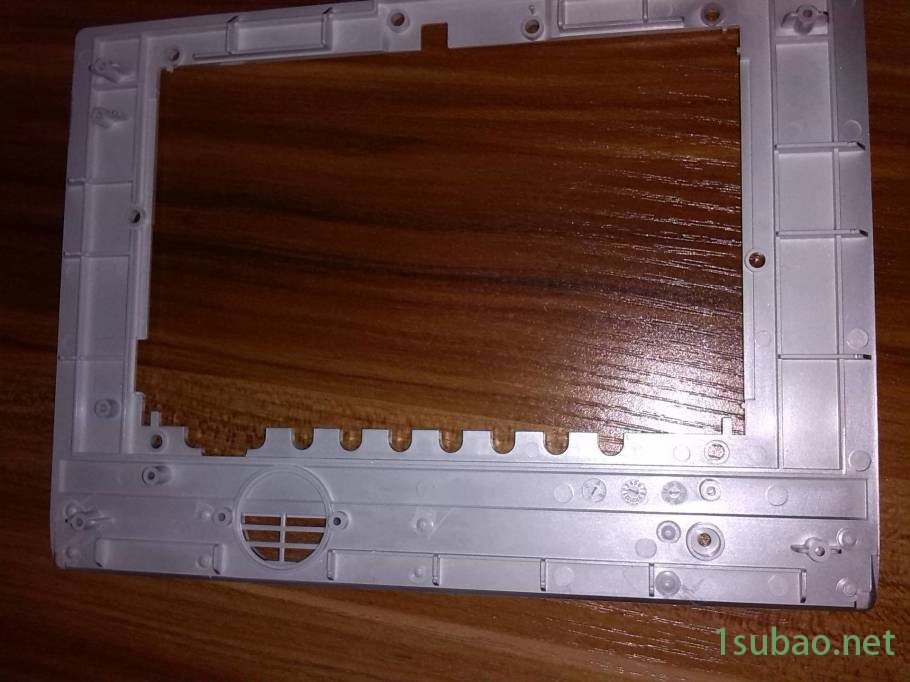
| 貨號: | 102 | 產品用途: | 塑膠產品超聲成品 |
| 品牌: | 程宏 | 售后服務: | 保修壹年 |
| 類型: | 超聲波機械 | 是否跨境貨源: | 否 |
| 產品別名: | 超音波 | 產量: | 10000 |
長期供應 8工位超聲波轉盤機代加工超聲成品出貨, 轉盤超聲波焊接機 單頭轉盤超聲波熔接機
設備功能:
機器特點:
多工位轉盤設置,可配置機械手實現自動化生產,大大提高生產效率。
機器功能:
1.數字電路:程宏科宏應市場發展,對現有的普通超聲波設備進行了更新換代的升級。傳統的超聲波焊接機一般采用的是模擬線路系統,升級后采用 國外超聲波設備才具有的數字電路系統。
2.時間模式:是成熟、常見的焊接模式,以輸出時間達到設定值為終止條件,能完成絕大部分的焊接任務。
3.能量模式:以累計的能量達到設定值作為焊接終止條件,從而能減少因氣壓、電壓等因素的波動而引起的誤差,達到提高焊接質量的效果。
4.調模模式:該模式用于方便調試模具使用。
5.振幅可調:焊接過程中可以隨時調整振幅的大小,從20%到98%,精確度為1%。可有效減少激穿、傷等不良品,大小膠件均能焊接。
6.自動追頻:超聲波設備在工作過程中,由于焊頭因溫度變化等原因導致諧振頻率偏移,需要盡快尋找到即時的諧振頻率驅動超聲波繼續工作,這項 是數字超聲波很重要的功能,實現的 程度決定超聲波的品質。
7 .軟啟動:軟啟動為在功率上升、發出超聲波時,如果壓住焊接工件突然以最大功率輸出,將會造成很大的電流沖擊,容易損壞設備,且容易出現 過載現象,一般需要適量減小功率后啟動再快速爬升到所需功率以避免沖擊。
8.智能保護:具有功率過載、設備溫度過高、頻率偏差過大、負載連接線不牢、焊頭損壞、電流過高等保護。
9.開機自檢:開機自檢并作出相關提示,防范不良于未然,而且方便維修。
10.焊接工件震落:如果焊接后,焊接工件會隨著焊頭一起被提起,那么您需要這個功能將粘在焊頭上的工件震落。
設備參數:
機型 CH-A2024F1 CH-A1526F1 CH-A1535F1 頻 率 20KHZ 15KHZ 15KHZ 功率 2400W 2600W 3200W 電壓 220V 220V 220V 焊接面積 ¢180 ¢200
¢220



熱熔模具裝調要領
1、接通單相AC220V電源,裝好進氣管。
2、控制箱自動/手動開關至手動位置,按上升鈕使滑動板上升至頂點位置。
3、將組合之上下模置於定位點。
4、按下降鈕使滑動板下降至上模位置,並固定好上模與下模。
5、再按上升鈕使上下模脫離。
6、放入膠件於底模內,開始調校模具位置。
7、調整工具頭高低尺寸。(製造標準:可調範圍0~3mm)
【先將工具頭全部旋至頂點,再逐一調整工具頭與長度,使其碰觸工作物。
調整過程中必須避免工具頭與上範本只鎖2~3牙情況,以防止工作中產生不穩定狀況。】
8、加溫至試模溫度
(埋植銅釘200~230℃,鉚接成型160~175℃)。
9、壓力調速(埋植銅釘4~5kg,鉚接成型3~4kg)。
10、下降緩衝調整:
①氣壓緩衝位置應為距產品40~60mm開始緩衝;
②油壓穩速器位置應為距產品10~30mm開始緩衝。
11、將自動/手動開關切至自動,測試熔接效果。



適用范圍:

適用于ABS、PC、PS、PA、PP、PET、壓克力等工程塑料制品的焊接、鉚接、埋植成型;汽車部件、醫療部件。水壺,文件夾,耳機U 盤手機電池,充電器,玩具,電子表,樂器,手機外殼,CD 電腦鍵盤外殼等塑膠件的焊接,鉚接,成型,螺母塑膠可用熱熔機械和超聲波的埋植等。