
主營:數控龍門銑床,龍門加工中心,大型數控龍門銑床,國產數控龍門銑床,動臺數控龍門銑床,動柱數控龍門銑床,動梁數控龍門銑床,攪拌摩…

普通會員
|

電議

電議

電議

電議
電議
品 牌精科大恒 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量1227 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
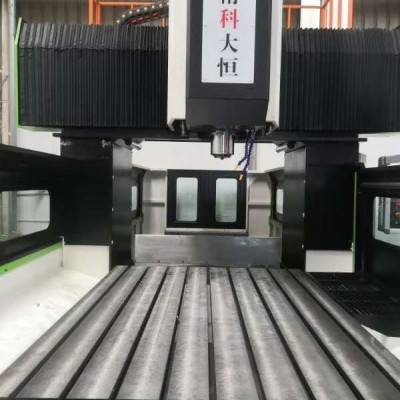
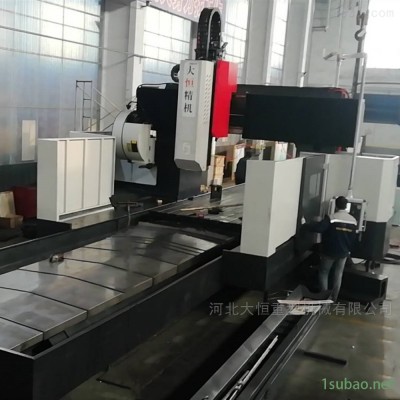
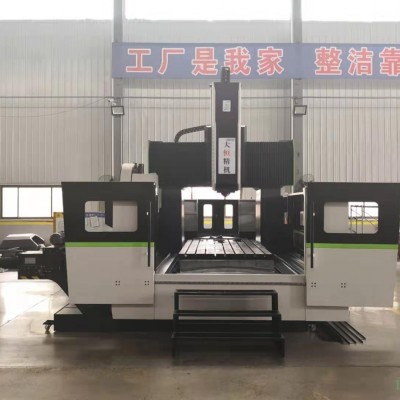
精科大恒 4米數控龍門銑床加工
數控龍門銑床的結構特點:固定式床身、工作臺移動;主軸箱隨溜板上下移動;亦可沿橫梁左右移動實現三軸聯動;配置22kW主鏜銑頭。機床主銑頭具有銑削、鏜削、鉆削、锪孔、攻絲等功能,適用于機械、鋼鐵、能源、汽車、航空航天、兵器、船舶等行業的大、中型零件的加工。配備附件銑頭后可實現工件的一次裝夾,安裝直角銑頭可五面加工,一機多用,提高了工件的。
精科大恒 4米數控龍門銑床加工
1、加工通電后,檢查各開關、按鈕和按鍵是否正常、靈活、數控龍門銑床有無異常現象。
2、程序輸入后,應仔細核對數控龍門銑床加工代碼、地址、數值、正負號、小數點進行認真的核對。
3、正確測量和計算工件坐標系。并對所得結果進行二次檢查,并對坐標。坐標值、正負號、小數點進行認真的核對。
4、未裝工件前,空運行一次程序,看程序能否順利進行,刀具和夾具安裝是否合理,有無“超程”。
5、削時快速倍率開關必須打到較低擋位。
6、切削進刀時,在刀具運行至工件30~50㎜處,必須在進給保持下,驗證Z軸和X軸坐標剩余值與加工程序是否一-致。
7、切削和加工中,刃磨刀具和更換刀具后,要重新測量刀具位置并修改刀補值和刀補號。
8、序修改后,要對修改部分仔細核對。
9、須在確認工件夾緊后才能啟動機床,嚴禁工件轉動時測量、觸摸工件。
10、做中出現工件跳動、打抖、異常聲音、夾具松動等異常情況時必須停車處理。
11、急停車后,應重新進行機床“回零”操作,才能再次運行程序。
 九江x6140銑床 兩年保
九江x6140銑床 兩年保
電議
 衢州*銑床x6132 兩年
衢州*銑床x6132 兩年
電議
 漳州立式銑床x53k 兩
漳州立式銑床x53k 兩
電議
 岳陽x63w*銑床 兩年
岳陽x63w*銑床 兩年
電議
 龍巖銑床x53k 兩年保
龍巖銑床x53k 兩年保
電議
本網頁所展示的有關【精科大恒 4米數控龍門銑床加工_數控銑床_河北大恒重型機械有限公司】的信息/圖片/參數等由簡塑模機網的會員【河北大恒重型機械有限公司】提供,由簡塑模機網會員【河北大恒重型機械有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【精科大恒 4米數控龍門銑床加工_數控銑床_河北大恒重型機械有限公司】有關的信息/圖片/價格等及提供【精科大恒 4米數控龍門銑床加工_數控銑床_河北大恒重型機械有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!

電議元
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202




 生成海報
生成海報












