主營:金剛石砂輪,金剛石切割片,金剛石磨頭,CBN砂輪,CBN切割片,合金砂輪,燒結金剛石砂輪,樹脂砂輪,拋光輪,樹脂砂輪

普通會員
|
品 牌- |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量1198 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
材質 |
白剛玉 |
產地 |
河南鄭州 |
應用領域 |
- |
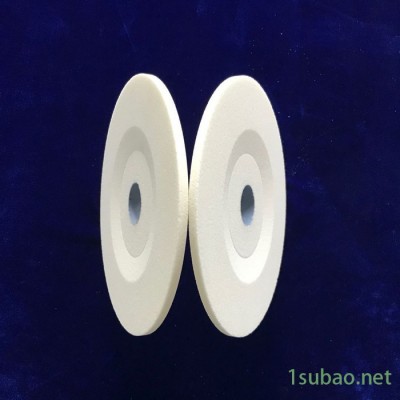
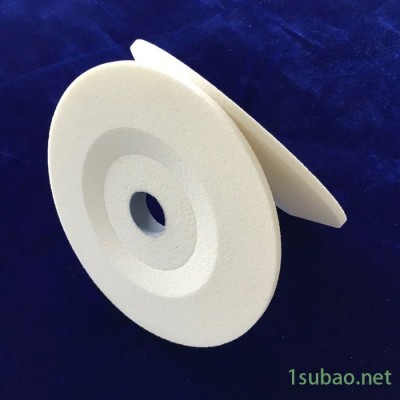
| 材質 | 白剛玉 |
|---|---|
| 產地 | 河南鄭州 |
| 規格 | Φ200/Φ250 |
| 類型 | 外圓磨砂輪 |
| 認證 | ISO9001 |
| 形狀 | 斜邊砂輪 |
| 執行質量標準 | 國標 |
| 結合劑 | 陶瓷砂輪 |
| 品牌 | 河南砂輪 |
| 型號 | Φ200/Φ250 |
| 加工定制 | 是 |
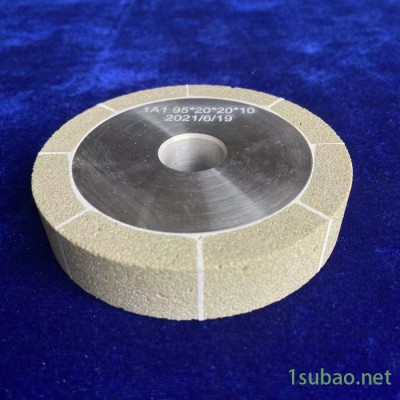
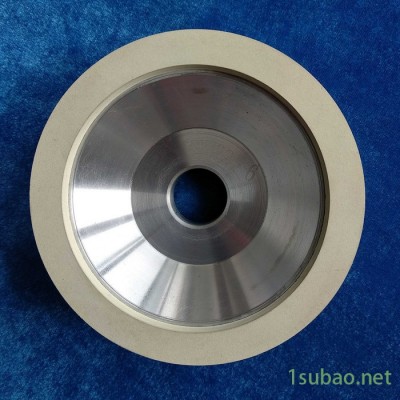
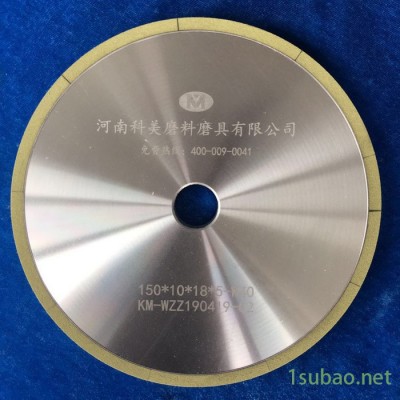
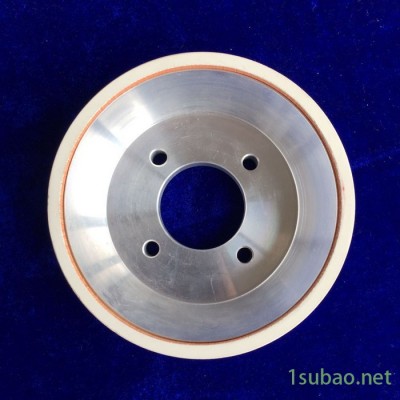
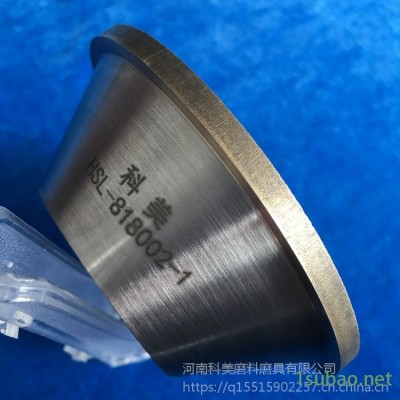
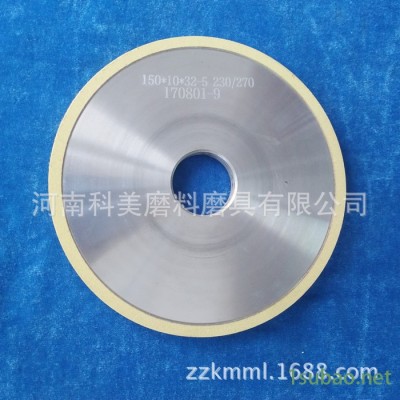
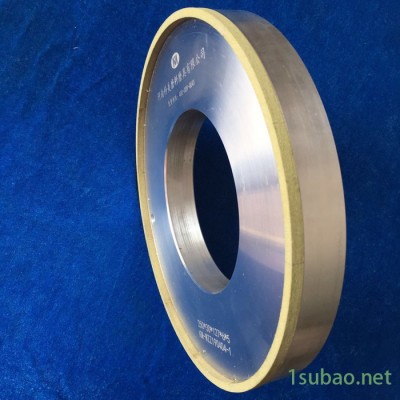
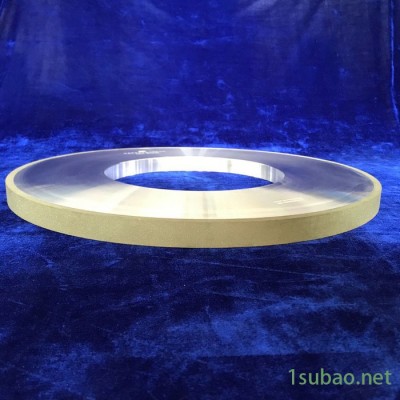
河南砂輪Φ200/Φ250 單斜邊砂輪 高速鋼、高碳鋼、合金鋼 發熱量小 適合各種刀具研磨 粗磨F60
13283803553
平面磨削時常見的缺陷有:表面產生波紋、表面燒傷及表面幾何形狀誤差。現將其
其產生的主要原因是砂輪軸軸承間隙太大、砂輪不平衡、磨頭電機不平衡等。磨削
時產生振動,引起表面波紋。其次是工作臺縱向進給量小時產生爬行。為此,應適當調
整軸承間隙,平衡砂輪及電機,排除液壓系統中的空氣。
產生表面燒傷的主要原因是磨削用量大,砂輪硬度高,粒度細,尤其是端面磨削時砂
輪與工件接觸面積大,散熱及冷卻條件差等造成的。如發現表面有燒傷現象**應該減
牛磨削深度,合理選擇砂輪,端面磨削時使用開槽砂輪并供給充分的冷卻液等辦法降低
平面磨削中產生的主要是加工表面間的相互位置誤差,如不平行度、不垂直度等。
主要原因是工件定位不準、機床導軌磨損等。為此工件在安裝時要仔細找正,及時檢修;

![供應南京正寶機械刀具 機用刀片 高精度刀片[品質保證]](https://img.1subao.net/file/upload/2021/1110/225/221956181.jpg.middle.jpg "供應南京正寶機械刀具 機用刀片 高精度刀片[品質保證]") 供應南京正寶機械刀具
供應南京正寶機械刀具
¥188 元
 批發原裝進口美國Pers
批發原裝進口美國Pers
¥17.5 元/片
_銑刀_NS刀具") 萬代工業(在線咨詢)_
萬代工業(在線咨詢)_
電議
 硬質合金刀墊、合金墊
硬質合金刀墊、合金墊
¥1.7 元/片
 直銷優質45°圓鼻銑刀
直銷優質45°圓鼻銑刀
¥86 元/支
本網頁所展示的有關【河南砂輪Φ200/Φ250 單斜邊砂輪 高速鋼、高碳鋼、合金鋼 發熱量小 適合各種刀具研磨 粗磨F60_夾具_河南科美磨料磨具有限公司】的信息/圖片/參數等由簡塑模機網的會員【河南科美磨料磨具有限公司】提供,由簡塑模機網會員【河南科美磨料磨具有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【河南砂輪Φ200/Φ250 單斜邊砂輪 高速鋼、高碳鋼、合金鋼 發熱量小 適合各種刀具研磨 粗磨F60_夾具_河南科美磨料磨具有限公司】有關的信息/圖片/價格等及提供【河南砂輪Φ200/Φ250 單斜邊砂輪 高速鋼、高碳鋼、合金鋼 發熱量小 適合各種刀具研磨 粗磨F60_夾具_河南科美磨料磨具有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!

¥130元/片
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃






 生成海報
生成海報