主營:硅膠,硅橡膠,模具硅膠,電子灌封膠,液槽膠,移印硅膠,人體硅膠,工藝品模具硅膠,食品模具硅膠,涂布硅膠,有機硅凝膠,耐高溫硅膠,…

普通會員
|
品 牌- |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量641 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
| 類型: | 有機硅膠 | 形成方式: | 0.0 |
| 孔徑大小: | 細孔硅膠 | 水分: | 0.0 |
| 型號: | Hy | 規格: | 25kg/桶 |
| 商標: | 紅葉 | 包裝: | 鐵桶 |
| 25000: | 粘度 | 硬度: | 25 |
| 產量: | 10000000 |
橡膠模具是快速模具里的一種 簡單的方法,一般是用硅膠將RP原型進行復模,但壽命很短,只有10-30件左右!它具有很好的彈性和復制性能,用硅橡膠復制模可不用考慮拔模斜度,不會影響尺寸精度,有很好的分割性,不用分上下模可直接進行整體澆注。再沿預定的分模線進行切割取出母模就可以了!
室溫硫化硅橡膠又分為加成型和縮合型兩種:
原料及配方采用專用模具硅橡膠,該品系以雙包裝形式出售,A組份是膠料,B組份是催化劑。配制時要考慮室溫、模具的強度和硬度,以此來確定AB組份的重量配制比例。
室溫在20-25度時,A:B=100:1.5。室低時(但不能低于10度)則適當增加B組份0.1-0.3份。室溫偏高則減少B組0.1-0.3份。具體方法是依據模具體積確定總用量,然后將A、B組份按比例稱量準確,置于器皿中攪拌均勻,即成。
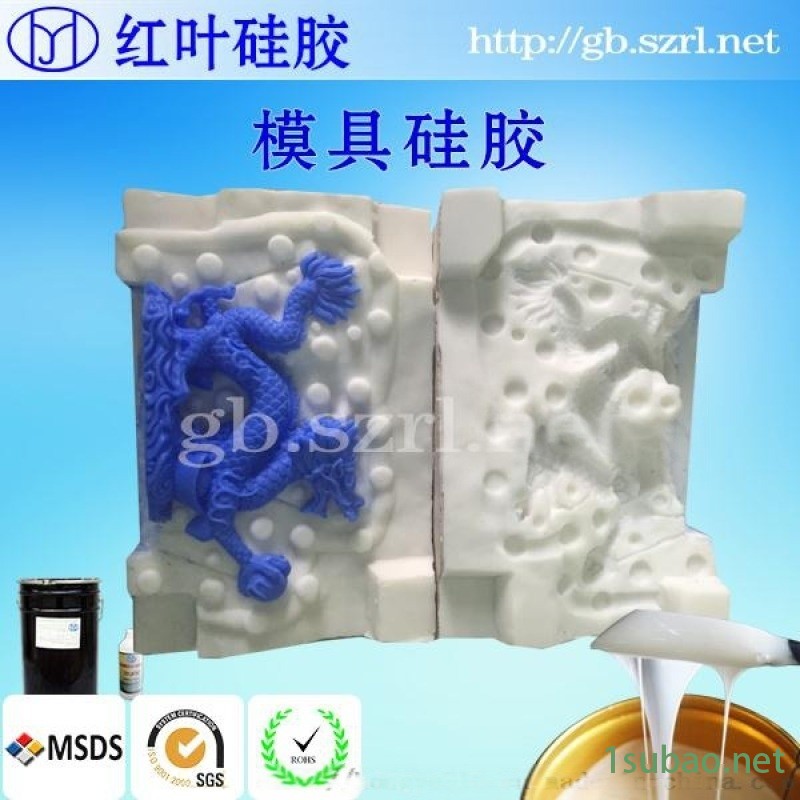
制模:將調配好的材料,倒入待仿制的清潔的實物上即可。為了節省材料,制得較薄的模具,也可分次涂刷。為增加模具的拉力可糊紗布之類。在室溫20度條件下2小時就能固化為彈性體,一天后就可使用。
硅橡膠模具制作注意事項:
1、B組份是催化劑,易受潮水解,故用后應將蓋子蓋嚴。
2、A、B組一經混合,化學反應;立即開始,粘度逐漸上升,無法中止,為避免浪費,應根據用量,隨用隨配,配好后應立即使用,不可延誤。
3、A、B組的配合比,關系到化學反應的速度和模具的性能。B組份越多,反應越快,制品的強度和硬度越高,但韌度隨之降低。因此,稱量要求 。
4、配制前,應將A組份料上下攪拌均勻,再稱量。
5、澆注法適宜于浮雕類,涂刷法適用于立體類模具的制作。澆注浮雕類的模具應先制作長寬都大于原長寬各4-6CM的邊框。邊框要平正,內面要光滑。澆注時將邊框放置在干凈的玻璃板上,再將原件放在框中,每邊留出2-3CM的間隙
制作過程中有氣泡解決辦法:
改進飛邊槽與排氣系統的設計
增大壓機的壓力
減少脫模劑的用量,并均勻噴灑
材料控制水份
可以試著加些消泡劑
使用冷流道
用真空機真空抽氣,模具上可以增加排氣操。

 低壓導軌平車,擺渡弧
低壓導軌平車,擺渡弧
電議
 十噸遙控平板轉運車,
十噸遙控平板轉運車,
電議
 20T10T蓄電池無軌膠輪
20T10T蓄電池無軌膠輪
電議
 轉運模具無軌道車變頻
轉運模具無軌道車變頻
電議
 20-30t澆鑄模具轉運平
20-30t澆鑄模具轉運平
電議
還沒找到您需要的導柱導向溢式壓縮模具產品?立即發布您的求購意向,讓導柱導向溢式壓縮模具供應單位主動與您聯系!
立即發布求購意向本網頁所展示的有關【模具硅膠 液體硅膠模具翻模廠家_導柱導向溢式壓縮模具_深圳市紅葉杰科技有限公司】的信息/圖片/參數等由簡塑模機網的會員【深圳市紅葉杰科技有限公司】提供,由簡塑模機網會員【深圳市紅葉杰科技有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【模具硅膠 液體硅膠模具翻模廠家_導柱導向溢式壓縮模具_深圳市紅葉杰科技有限公司】有關的信息/圖片/價格等及提供【模具硅膠 液體硅膠模具翻模廠家_導柱導向溢式壓縮模具_深圳市紅葉杰科技有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向service@jensu.cn郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!

電議元/公斤
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202






 生成海報
生成海報