| 品牌 : | 奕輝 | 型號(hào) : | 300*300-3000*6000mm |
| 類(lèi)型 : | 機(jī)床鑄件 | 精度 : | 1-3級(jí) |
| 加工定制 : | 是 | 材質(zhì) : | HT200 250 300 350 |
| 工作面硬度 : | HB170-260 | 外形尺寸 : | 按圖加工免費(fèi)設(shè)計(jì) |




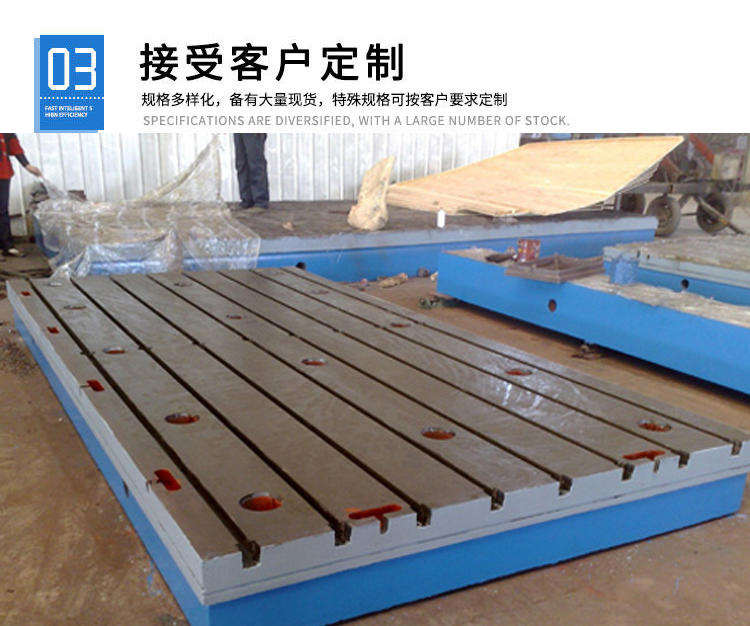


機(jī)床床身床身鑄件、地軌地槽
床身鑄件、地軌(地槽)主要用作機(jī)器零部件的毛坯,有些精密鑄件,也可直接用作機(jī)器的零部件。床身鑄件在機(jī)械產(chǎn)品中占有很大的比重,如拖拉機(jī)中,床身鑄件重量約占整機(jī)重量的50~70%,農(nóng)業(yè)機(jī)械中占40~70%,機(jī)床、內(nèi)燃機(jī)等中達(dá)70~90%。各類(lèi)鑄件中,以機(jī)械用的床身鑄件品種 多,形狀 復(fù)雜,用量也 大,約占鑄件總產(chǎn)量的60%。其次是冶金用的鋼錠模和工程用的管道。
床身鑄件、地軌(地槽)涂裝工藝技術(shù)要求:
1、床身鑄件、地軌(地槽)涂裝前要對(duì)床身鑄件進(jìn)行檢查,對(duì)表面凹凸不平處要使用工具進(jìn)行修整,表面的污物要予以 。
2、經(jīng)過(guò)機(jī)械加工后的床身鑄件,涂漆前 用金屬清洗劑或潔凈的工業(yè)汽油進(jìn)行淋洗或刷洗,確保表面的油污和其他污物。
3、底漆刷涂或噴、浸要均勻,底漆在使用前 充分?jǐn)嚢杈鶆颍♂屩吝m當(dāng)?shù)哪甓仍龠M(jìn)行涂抹。
4、填充鑄件凹陷的原子灰要按照產(chǎn)品的使用說(shuō)明加入適量的固化劑,使用前 充分?jǐn)嚢杈鶆颉?/p>
5、如果使用過(guò)氯乙烯填充床身鑄件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0。5毫米左右,每次刮涂 等上以次刮涂的材料干后再進(jìn)行。
6、使用過(guò)氯乙烯填充床身鑄件凹陷后 等其干燥后才能進(jìn)行打磨,每次打磨后均需要 表面的磨漿和粉塵。
7、采用水磨技術(shù)進(jìn)行打磨,為防止機(jī)床鑄件經(jīng)過(guò)加工的表面生銹,需要采用防銹水進(jìn)行打磨。
8、經(jīng)過(guò)打磨后,如果有金屬外露現(xiàn)象,需要不刷配套的底漆。膩?zhàn)哟蚰デ謇砀蓛艉螅枰獓娡窟^(guò)氯乙烯 道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
9、床身鑄件、地軌(地槽)非加工表面和外觀質(zhì)量對(duì)鑄件商品性頗有影響,它們包括:表面凹凸度(漲箱、縮陷和夾砂);表面或內(nèi)腔清潔度(粘砂、粘“涂料層”);平面度偏差(非加工面起伏不平);表面粗糙度;輪廓清晰度(凸臺(tái)、臍子等結(jié)構(gòu)單元的輪廓清晰度,用肉眼評(píng)定)
床身鑄件、地軌(地槽)主要用作機(jī)器零部件的毛坯,有些精密鑄件,也可直接用作機(jī)器的零部件。











員")




 生成海報(bào)
生成海報(bào)
保證")
 價(jià)格")
 價(jià)格")
x63w*銑床 兩年保修 品質(zhì) 價(jià)格")
 價(jià)格")
x62銑床 兩年保修 品質(zhì) 價(jià)格")
 價(jià)格")
車(chē)床銑床 兩年保修 品質(zhì) 價(jià)格")
保證")
保證")
