
主營:機械配件,機械加工,熱處理,齒輪

普通會員
|

¥1 元/個

¥1 元/個

¥1 元/個

¥1 元/個

¥1 元/個
品 牌西寧藍天機械加工有限責任公司 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量851 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
| 品牌 : | 西寧藍天機械加工有限責任公司 |
電火花線切割加工的甚本規律。在電火花線切割加工過程中,工件和電極都要受到不同程度的腐蝕。實踐證明,即使工件和電極材料完全相同,也會因為所接電源的極性不同而有不同的蝕除速度.這一現象稱為“極性效應。在電場力的作用下容易在短時間內獲得較大的運動速度.因此即使采用較短的脈沖進行加工也能迅速地到達陽極.轟擊陽極表面;正離子由于質量大.慣性也大,因此在相同時間內獲得的速度遠小于電子。當采用短脈沖電壓進行加工時,大部分正離子尚未到達負極表面,脈沖便結束,所以負極的蝕除量小于正極。但是,當用較大的脈沖電壓加工時,正離子可以有足夠的時間加速,獲得較大的運動速度,并有足夠的時間到達負極。另外,由于它的質量大,因而正離子對負極的轟極作用遠大于電子對正極的轟擊,因此負極的蝕除量大于正極。
??由以上分析可知.脈沖寬度是影響極性效應的一個主要原因。實際加工中,極性效應還受到工具電極與工件電極材料、加工介質、電源種類、單個脈沖能量等因索的影響。在電火花加工中,青海數控線切割加工費用,極性效應愈明顯愈好,青海數控線切割加工費用,要充分利用極性效應,正確選擇加工極性,青海數控線切割加工費用,使工件的蝕除量大于電極的蝕除量,比較大限度降低電極損耗。極性的選擇主要靠經驗或實驗確定。

快走絲數控線切割機床功能比較單一,價格使宣。快走絲線切割機床常用的鉬絲直徑有0.15mm、0.18mm等規格,因鉬絲傳導電流容量的影響(3A ~ 6A),使得快走絲線切割機床的加工效率稍低。 慢走絲線切割機床使用經過精密拉制的銅絲作為切割加工工具,加工中銅絲的運動速度比較低只有20mm/s,很大程度上低于快走絲線切割機床,作為加工工具的銅紋均為一次促使用。由于使用高精度軸承支承銅絲的傳動滾輪,銅絲的直線運動精度較高。一次性使用的銅絲工具,完全避免了因電火花燒蝕引起銅絲直徑減小對加工精度的影響,可以保證比較高的加工精度。通過在去離子水中進行“二次加工”或“多次加工”的方法,配合火花放電的能量控制系統,可以很大程度上提高加工工件的直線度和表面加工質量。慢走絲線切割機休使用銅絲的直徑可以達到0.3mm或更高,可以通過10A以上高頻電流,其單位時間的金屬去除率遠高于快走絲線切割機床。
西寧藍天機械加工有限責任公司是一家專業研制線切割加工的科技型企業,歡迎廣大消費者前來咨詢,我們有專業的團隊可以為你提供優質的服務。
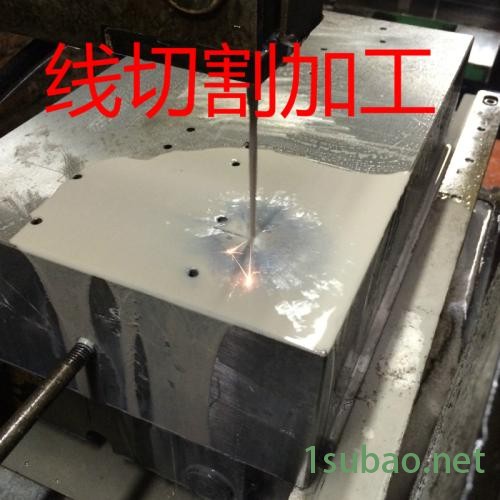
線切割的基本操作步驟如下:
開機: 接通電源,按下電源開關。把加工程序輸入控制器。開運絲: 按下運絲電源開關,讓電極絲滾筒空運轉,檢查電極絲抖動情況和松緊程度。若電極絲過松,則應用張緊輪均勻用力緊絲。開水泵,調整噴水量: 開水泵時,請先把調節閥調至關閉狀態,然后逐漸開啟,調節至上下噴水柱包容電極絲,水柱射向切割區,水量不必太大。接通 脈沖電源,選擇電參數: 用戶應根據對切割效率、精度、表面粗糙的要求,選擇比較好的電參數。電極絲切入工件時,把脈沖間隔拉開,等切入后,穩定時再調節脈沖間隔,使加工電流滿足要求。開啟控制機,進入加工狀態。觀察電流表在切割過程中,指針是否穩定,精心調節,切忌短路。
加工結束后應先關閉水泵電機,再關閉運絲電機,檢查X、Y、U、V坐標是否到終點。到終點時拆下工件,清洗并檢查質量,未到終點應檢查程序是否有錯或控制機是否有故障,及時采取補救措施,以免工件報廢。
線切割,就是切割刀體為一條細線,由于刀體是線,則可以在切割的任意時刻360度任意轉向,結果是可以切割出任意形狀的加工工件。目前線切割多是依靠類似電弧放電現象溶解金屬,從而達到切割效果,所以,線切割只能應用與金屬或導電體。
 ZX50F鉆銑床供應商
ZX50F鉆銑床供應商
電議
 山東滕州小型鉆銑床型
山東滕州小型鉆銑床型
電議
 多功能鉆銑床生產廠-
多功能鉆銑床生產廠-
電議
 數顯鉆銑床 數顯鉆銑
數顯鉆銑床 數顯鉆銑
電議
 滕州立臥兩用小型鉆銑
滕州立臥兩用小型鉆銑
電議
本網頁所展示的有關【青海數控線切割加工費用 西寧藍天機械供應_加工設備_西寧藍天機械加工有限責任公司】的信息/圖片/參數等由簡塑模機網的會員【西寧藍天機械加工有限責任公司】提供,由簡塑模機網會員【西寧藍天機械加工有限責任公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【青海數控線切割加工費用 西寧藍天機械供應_加工設備_西寧藍天機械加工有限責任公司】有關的信息/圖片/價格等及提供【青海數控線切割加工費用 西寧藍天機械供應_加工設備_西寧藍天機械加工有限責任公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥1元/個
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃




 生成海報
生成海報





