
主營:普通車床,數控車床,電動刀架,快換刀架

普通會員
|
¥100 元
¥100 元
¥1500 元
¥100 元

250-200 美式快換刀架一體四夾 柱塞式 一個刀體四個車刀夾
¥400 元
品 牌西馬特 華立 |
成 色- |
供貨類型新品 |
規(guī)格型號- |
廠 家- |
認 證- |
產 地- |
包裝規(guī)格- |
瀏覽數量513 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
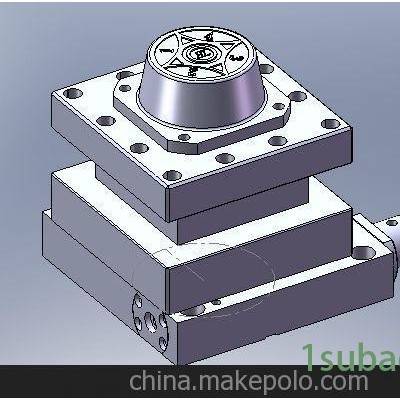
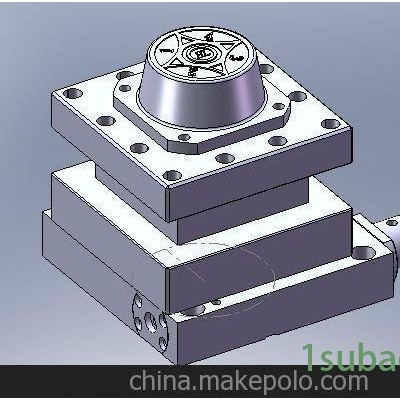
裝配尺寸,僅供選型時參考,與宏達刀架完全互換
需要訂購數量較多的顧客請?zhí)崆巴ㄖ獋湄洠蚩畹焦举~戶后安排發(fā)貨。
公司賬戶為:
名稱:淮安華立數控機床有限公司
開戶行:江蘇銀行盱眙支行
帳號:10730188000020151
電動刀架已經在國內廣泛應用于數控車床,自動換刀、程序控制,能夠極大的提高加工精度和工作效率,簡化加工工藝。
微機發(fā)出換刀信號,控制繼電器動作,電機正轉,通過蝸桿蝸輪螺桿將螺母上升至一定高度時,離合銷進入離合盤槽,離合盤帶動離合銷,離合銷帶動螺母,螺母帶動上刀體轉位,當上刀體轉到所需刀位時,霍爾元件電路發(fā)出刀位信號,電機反轉,反靠銷進入反靠盤槽,離合銷從離合盤中爬出,刀架完成粗定位。同時銷盤下降端齒嚙合,完成精定位。刀架鎖緊。反轉時間到,繼電器動作,電機停止。延時繼電器動作,切斷電源,電機停轉。向微機發(fā)出回答信號,加工程序開始。
故障現象 | 可能原因 | 排除方法 |
電機起不動 上刀體不轉動 | 1) 電機相線接反 2) 電源電壓偏低 | 1) 立即切斷電源,調整電機相位 2) 電源電壓正常后使用 |
上刀體連轉不停 | 1) 發(fā)信盤接地線斷路 2) 發(fā)信盤電源線斷路 3) 霍爾元件斷路或短路 4) 磁鋼磁極裝反 5) 磁鋼與霍爾元件高度位置不準 | 去掉上蓋,檢修發(fā)信裝置接線路。調整磁鋼磁極方向。更換霍爾元件。 |
上刀體在某刀位不到位 | 1) 某霍爾元件斷路或短路 2) 某霍爾元件與磁鋼無信號 | 去掉上蓋,檢修霍爾元件線路板焊接處,或更換霍爾元件。 |
上刀體轉位時不到位或過沖太大 | 磁鋼在圓周方向相對于霍爾元件太前或太后 | 調整磁鋼在圓周方向相對于霍爾元件的位置 |
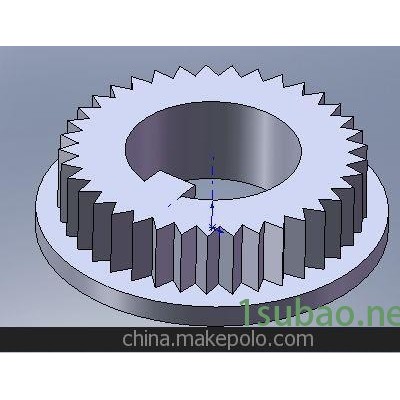
1) 拆卸順序
A. 使刀架處于松開狀態(tài),拆下上蓋1,拆下發(fā)信盤2上的電線,然后拆下小螺母3,發(fā)信盤2,磁鋼座4。
B. 取出大螺母5內的二只M4螺釘,卸下大螺母5及止退圈24,平面軸承,離合盤6。
C. 取下上刀體14,拆下外端齒8,螺桿7,銷盤26,離合銷25,反靠銷13(注意外端齒8,銷盤26相對于上刀體14的位置)。
D. 拆下電機,連接座23,端蓋18。
E. 從端蓋18端向連接座23端敲出蝸桿19及軸承。卸下中軸11,取出蝸輪10及平面軸承,卸下反靠盤12
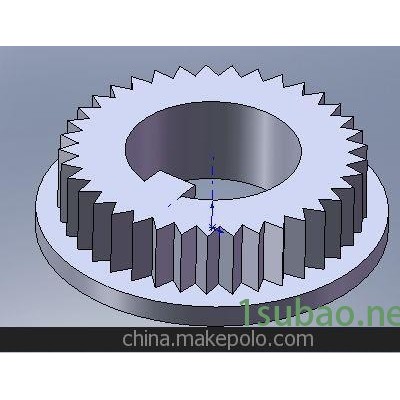
1) 裝配順序
A. 裝配時即將所有零件清洗上油,傳動部分上潤滑脂。
B. 按拆卸反順序裝配。
C. 刀架在嚙合狀態(tài)時上刀體14與下刀體9應平行。反靠銷13應在反靠盤12槽中,離合銷25應在離合盤6平面上,大約離槽125度左右。
D. 使刀架鎖緊,調整磁鋼16與霍爾元件15的相對位置。
 刀具存放柜,刀具存放
刀具存放柜,刀具存放
電議
 蓮江刀具車,江海刀具
蓮江刀具車,江海刀具
電議
 抽屜式刀具柜,刀具存
抽屜式刀具柜,刀具存
電議
 鹽田刀具車,羅湖刀具
鹽田刀具車,羅湖刀具
電議
,刀具推車") 刀具柜,刀具柜批發(fā),刀
刀具柜,刀具柜批發(fā),刀
電議
還沒找到您需要的刀架產品?立即發(fā)布您的求購意向,讓刀架供應單位主動與您聯系!
立即發(fā)布求購意向本網頁所展示的有關【數控車床電動刀架 LD4-CK6125 抬起式電動刀架 廠價直供_刀架_淮安華立數控機床有限公司】的信息/圖片/參數等由簡塑模機網的會員【淮安華立數控機床有限公司】提供,由簡塑模機網會員【淮安華立數控機床有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協(xié)商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【數控車床電動刀架 LD4-CK6125 抬起式電動刀架 廠價直供_刀架_淮安華立數控機床有限公司】有關的信息/圖片/價格等及提供【數控車床電動刀架 LD4-CK6125 抬起式電動刀架 廠價直供_刀架_淮安華立數控機床有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發(fā)送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!

¥1300元
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃






 生成海報
生成海報





刀架附件LD4B-0625定軸中心軸")
