主營:直線導軌副,梯形絲杠副,光杠,花鍵軸,立柱,拉桿,軋輥,大型絲杠,直線軸,滾珠絲杠副,大型精密異形絲杠,大螺距非標絲杠,異形細長…

普通會員
|

山東利興機械標準件直線導軌 激光機設備線性導軌副 HGW25高組重型直線滑軌滑塊廠家
¥80 元/米
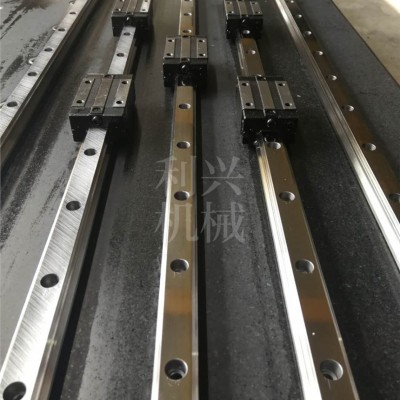
利興標準件直線導軌 HGW法蘭型滑塊 HGH四方型滑塊配套 山東廠家批量直銷線性滑軌滑塊
¥80 元/米

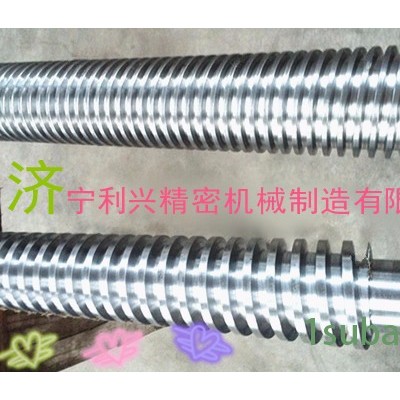
山東利興大型絲杠生產廠家 加長對接絲桿螺母配套定制 大直徑225*22T型螺紋螺桿來圖
¥160 元/根
¥280 元/套
¥99999 元/件
品 牌3734 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量588 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
利用切削力和工件受力變形相抵消的原理,采用雙刀架對中,即不需要使用中心架,也不需要使用跟刀架,只需采用適當刀具幾何角度的雙刀“對刀”切削,不但大大減小了工件彎曲變形,而且還能用大進給量,提高切削速度,同時進行粗車、半精車或精車,縮短加工時間,保證加工質量。在車床床鞍上裝上前后兩個中拖板刀架,中拖板的絲杠也改成左右旋螺紋傳動。采用前后兩把車刀徑向相對安裝,半精車車刀正裝,精車刀反裝,沿同一軸向方向走刀,左右旋轉絲杠帶動兩個中拖板刀架同時作徑向進刀或退刀,使兩刀同時切削,達到切削力相抵消的目的。為了使切削力平衡,精車刀需采用0°后角或小負后角,增加精車刀所產生的切削力,使之與半精車(切削余量大)所產生的切削力相平衡。
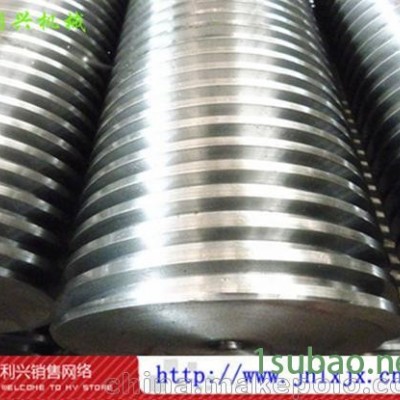
40Cr 鋼絲杠的調質處理 Cr 能增加鋼的淬透性,提高鋼的強度和回火穩定性,具有優良的機械性能。 截面尺寸大或重要的調質工件,應采用 Cr 鋼。但 Cr 鋼有第二類回火脆性。 40Cr 工件調質的淬回火,各種參數工藝卡片都有規定,我們在實際操作中體 會是:
(一)40Cr 絲杠工件淬火后應采用油冷,40Cr 鋼絲杠的淬透性較好,在油中冷卻能淬 硬,而且工件的變形、開裂傾向小。但是小型企業在供油緊張的情況下,對形狀 不復雜的工件,可以在水中淬火,并未發現開裂,只是操作者要憑經驗嚴格掌握 入水、出水的溫度。
(二)40Cr 絲杠工件調質后硬度仍然偏高,第二次回火溫度就要增加 20~50℃, 不然,硬度降低困難。
(三)40Cr 絲杠工件高溫回火后,形狀復雜的在油中冷卻,簡單的在水中冷卻, 目的是避免第二類回火脆性的影響。回火快冷后的工件,必要時再施以消除應力 處理。 影響調質工件的質量,操作工的水平是個重要因素,同時,還有設備、材料和調 質前加工等多方面的原因,我們認為:
(一)工件從加熱爐轉移到冷卻槽速度緩慢,工件入水的溫度已降到低于 Ar 3 臨界點,產生部分分解,工件得到不完全淬火組織,達不到硬度要求。所以小 零件冷卻液要講究速度,大工件予冷要掌握時間。
(二)工件裝爐量要合理,以 1~2 層為宜,工件相互重疊造成加熱不均勻, 導致硬度不勻。
(三)工件入水排列應保持一定距離,過密使工件近處蒸氣膜破裂受阻,造 成工件接近面硬度偏低。
(四)開爐淬火,不能一口氣淬完,應視爐溫下降程度,中途閉爐重新升溫, 以便前后工件淬后硬度一致。
(五)要注意冷卻液的溫度,10%鹽水的溫度如高于 60℃,不能使用。冷卻 液不能有油污、泥漿等雜質,不然,會出現硬度不足或不均勻現象。
(六)未經加工毛坯調質,硬度不會均勻,如要得到好的調質質量,毛坯應 粗車,棒料要鍛打。
(七)嚴把質量關,淬火后硬度偏低 1~3 個單位,可以調整回火溫度來達到 硬度要求。但淬火后工件硬度過低,有的甚至只有 HRC25~35,必須重新淬火, 絕不能只施以中溫或低溫回火以達到圖紙要求完事,不然,失去了調質的意義, 并有可能產生嚴重的后果。
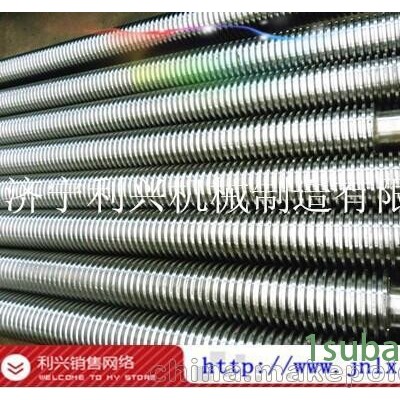
絲杠冷校。冷校也存在以下兩種情況:一是在粗車前絲杠毛坯料的校直,以保證粗車后車圓;一是螺紋粗車后,在半精車或精車螺紋前進行。其作用和熱校直相同,保證加工順利進行和提高絲杠加工后的幾何精度。冷校直的方法有兩種,通常采取的方法是在手壓床上進行,毛坯料校直是在手壓床工作臺上墊兩個等高的V形鐵支承工件。半成品校直則用手壓床的兩頂尖頂住絲杠的中心孔支承。這種方法是用百分表找到絲杠彎曲部分的最點,用壓床的壓頭直接壓最點(壓半成品時中間需墊木板),使工件產生塑性變形,使變曲度控制在工藝要求范圍內。這種方法校直的工件,在經過精加工或熱處理后,工件有可能會反彈回去,即全部或部分恢復到校直前的狀態,造成工件精加工后的精度喪失,影響產品質量五、切削方式的改變
<img src='/122767/sigang/20160223103303_1068_zs_sy.jp
 溫州法蘭蓋,河北漢洋,
溫州法蘭蓋,河北漢洋,
¥99999 元/件
 法蘭蓋,河北漢洋,DN20
法蘭蓋,河北漢洋,DN20
¥99999 元/件
、南充電纜拖鏈") 河北漢洋(在線咨詢)、
河北漢洋(在線咨詢)、
¥99999 元/件
 X6336萬能搖臂銑床炮
X6336萬能搖臂銑床炮
電議
 6336炮塔銑床,5號銑
6336炮塔銑床,5號銑
電議
本網頁所展示的有關【利興機械(圖)_T120*16絲桿_機床絲桿_銑頭與插頭_濟寧利興精密機械制造有限公司】的信息/圖片/參數等由簡塑模機網的會員【濟寧利興精密機械制造有限公司】提供,由簡塑模機網會員【濟寧利興精密機械制造有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【利興機械(圖)_T120*16絲桿_機床絲桿_銑頭與插頭_濟寧利興精密機械制造有限公司】有關的信息/圖片/價格等及提供【利興機械(圖)_T120*16絲桿_機床絲桿_銑頭與插頭_濟寧利興精密機械制造有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥99999元/件
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃




 生成海報
生成海報