
主營:直線導軌副,梯形絲杠副,光杠,花鍵軸,立柱,拉桿,軋輥,大型絲杠,直線軸,滾珠絲杠副,大型精密異形絲杠,大螺距非標絲杠,異形細長…

普通會員
|

山東利興機械標準件直線導軌 激光機設備線性導軌副 HGW25高組重型直線滑軌滑塊廠家
¥80 元/米
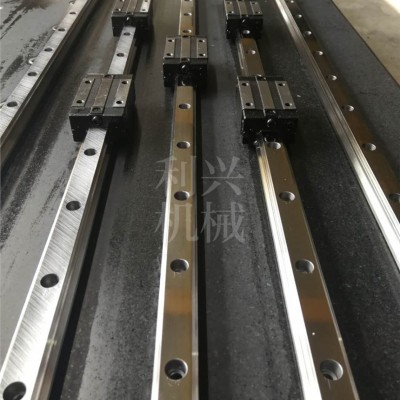
利興標準件直線導軌 HGW法蘭型滑塊 HGH四方型滑塊配套 山東廠家批量直銷線性滑軌滑塊
¥80 元/米

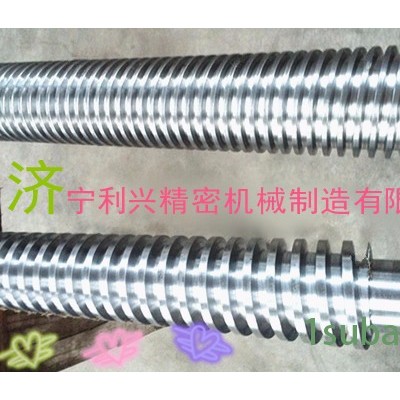
山東利興大型絲杠生產廠家 加長對接絲桿螺母配套定制 大直徑225*22T型螺紋螺桿來圖
¥160 元/根
¥280 元/套
¥99999 元/件
品 牌其他 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量1112 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
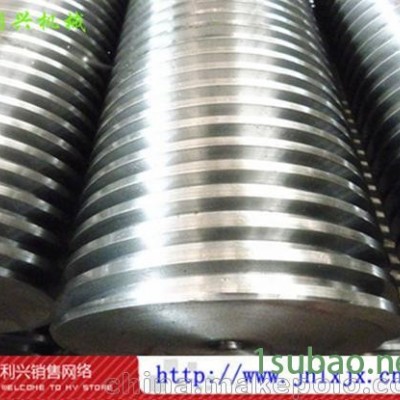
調質鋼絲杠有碳素調質鋼和合金調質鋼二大類,不管是碳鋼還是合金鋼,其含 碳量控制比較嚴格。
如果含碳量過高,調質后工件的強度雖高,但韌性不夠,如 含碳量過低,韌性提高而強度不足。為使調質件得到好的綜合性能,一般含碳量 控制在 0.30~0.50%。 調質淬火時,要求工件整個截面淬透,使工件得到以細針狀淬火馬氏體為 主的顯微組織。通過高溫回火,得到以均勻回火索氏體為主的顯微組織。小型工 廠不可能每爐搞金相分析,一般只作硬度測試,這就是說,淬火后的硬度必須達 到該材料的淬火硬度,回火后硬度按圖要求來檢查。 工件調質處理的操作,必須嚴格按工藝文件執行,我們只是對操作過程中如何實 施工藝提些看法。
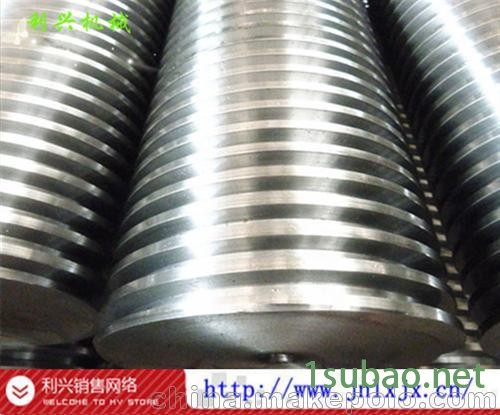
絲杠車削的基本方法
車臺階外圓車削的步驟和方法
相鄰兩圓柱體直徑差值小于2mm的低臺階可采用90?偏刀一次進給車出。直徑差大于2mm的高臺階宜用兩把車刀分幾次車削,先用一把主偏角小于90?的車刀粗車,用幾次進給來完成。臺階長度的控制,一般用車刀刻線痕來確定。具體有三種方法:一種是用刀尖對準臺階端面時,記住該處大拖板的刻度值(或將刻度調到“0”,再轉動大拖板手柄將車刀移到所需長度處,開車用車刀劃線痕。另外兩種方法是用鋼尺或深度卡尺量出待車臺階長度,再將車刀尖移至該處,撤走鋼尺或深度卡尺,開車用刀尖劃痕。對于批量生產的長度控制可以用樣板或行程擋塊來控制。
絲杠徑向切削力相互抵消,清除了細長絲杠切削容易變形的缺陷。同時精車刀的負后角形成的刀面對工件產生摩擦,使之起到一定的壓光作用,改進了表面質量,提高了勞動生產效率。細長絲杠由于其長徑比較大、散熱性能差,車削細長絲杠不僅生產效率很低,而且質量不易保證。所以,為了提高勞動生產效率和工作質量,提出解決車削細長絲杠難題的方法。但必須針對具體情況和不同要求單獨或混合采用,才能達到預期的效果
、注塑機快速換模系統") 尚川(在線咨詢)、注塑
尚川(在線咨詢)、注塑
¥100 元/件
 湖北注塑機快速換模系統") 尚川精機(圖) 湖北注
尚川精機(圖) 湖北注
¥99 元/件
 常年專業生產加工優質
常年專業生產加工優質
電議
 泗水眾環常年專業生產
泗水眾環常年專業生產
電議
 專業生產加工固定合金
專業生產加工固定合金
電議
本網頁所展示的有關【報價絲杠,利興機械,45度梯形絲杠_頂尖、頂針_濟寧利興精密機械制造有限公司】的信息/圖片/參數等由簡塑模機網的會員【濟寧利興精密機械制造有限公司】提供,由簡塑模機網會員【濟寧利興精密機械制造有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【報價絲杠,利興機械,45度梯形絲杠_頂尖、頂針_濟寧利興精密機械制造有限公司】有關的信息/圖片/價格等及提供【報價絲杠,利興機械,45度梯形絲杠_頂尖、頂針_濟寧利興精密機械制造有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向[email protected]郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥99999元/件
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202



 生成海報
生成海報



")
")
")