主營:直線導軌副,梯形絲杠副,光杠,花鍵軸,立柱,拉桿,軋輥,大型絲杠,直線軸,滾珠絲杠副,大型精密異形絲杠,大螺距非標絲杠,異形細長…

普通會員
|

山東利興機械標準件直線導軌 激光機設備線性導軌副 HGW25高組重型直線滑軌滑塊廠家
¥80 元/米
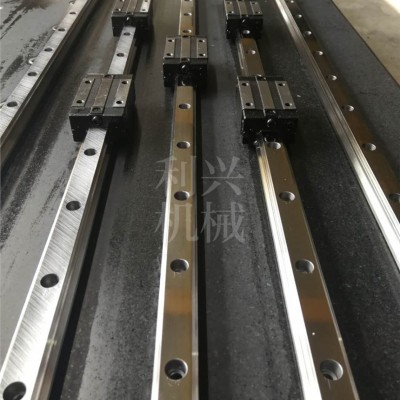
利興標準件直線導軌 HGW法蘭型滑塊 HGH四方型滑塊配套 山東廠家批量直銷線性滑軌滑塊
¥80 元/米

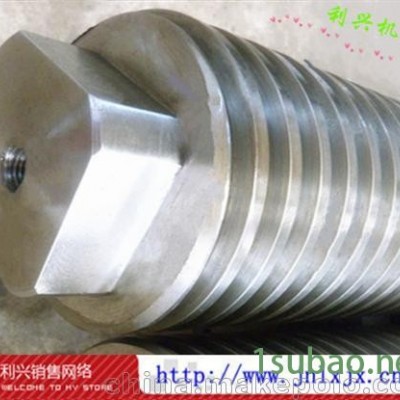
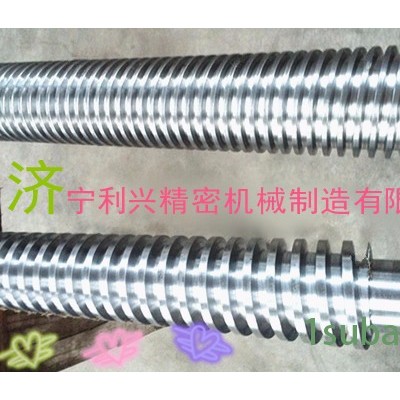
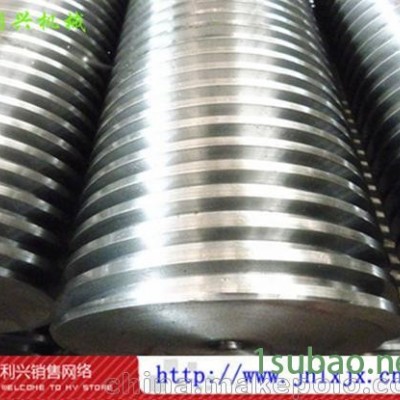
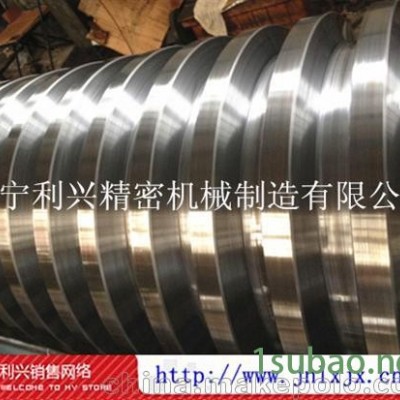
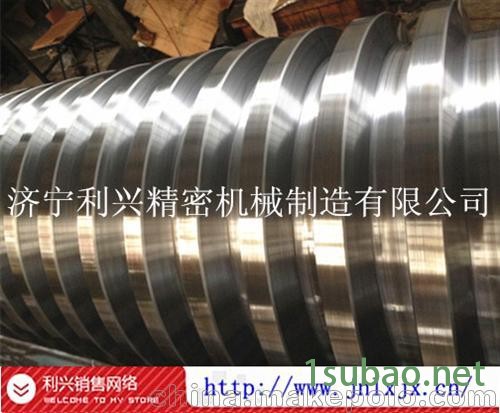
山東利興大型絲杠生產廠家 加長對接絲桿螺母配套定制 大直徑225*22T型螺紋螺桿來圖
¥160 元/根
¥280 元/套
¥99999 元/件
品 牌2686 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量582 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
梯形絲杠加工程序:調整車床:先轉動手柄接通絲杠,根據工件的螺距或導程調整進給箱外手柄所示位置。調整到各手柄到位。
3、開車、對刀記下刻度盤讀數,向右退出車刀。
4、合上開合螺母,在絲杠工件表面上車出一條螺旋線,橫向退出車刀,并開反車把車刀退到右端,停車檢查螺距是否正確(鋼尺)。
5、開始切削絲杠,利用刻度盤調整切深(逐漸減小切深)。注意操作中,車刀將終了時應做好退刀、停車準備,先快速退出車刀,然后開反車退回刀架。吃刀深度控制,粗車時t=0.15~0.3mm,精車時tく0.05mm。
12 ? 45 鋼絲杠和 40Cr 鋼絲杠調質的熱處理工藝 調質是淬火加高溫回火的雙重熱處理, 其目的是使工件具有良好的綜合機械 性能。
絲杠切削螺紋工件的質量好壞,取決于絲杠的精度、絲杠與開合螺母的嚙合質量以及開合螺母的穩定性。
? ?由于整個絲杠都暴露在外,防塵條件較差,容易發生磨料磨損,導致絲杠各段螺距不等的現象產生。同時,溜板箱下沉,促使絲杠彎曲,絲杠回轉產生振動。
? ??
梯形絲杠的加工過程
車Tr36x6的絲杠(對普車而言)
? ? ? ? ? ? 首先算出要加工的各部尺寸
? ? ? ? ? ? 公稱直經(d) 直經¢30不用算
? ? ? ? ? ? 中經(d2) 公式 d2=d-0.5P
? ? ? ? ? ? ? P ?螺距
? ? ? ? ? ?0.5 是牙頂間隙 用ac表示,1.5-5螺距牙頂間隙為0.25 ,6-12為0.5 ,14-44為1
? ? ? ? ? ? 就可 算出中經: d2=d-0.5P=36-0.5x6=33mm
? ? ? ? ? ? ?牙高(h3) h3=0.5P+ac=0.5x6+0.5=3.5mm
? ? ? ? ? ?小經(d3) d3=d-2h3=36-2x3.5=29mm
? ? ? ? ? ? ?牙頂寬(f)f=0.366xP=0.366x6=2.196mm
? ? ? ? ? ? ? 0.366為常數
把這些尺寸算出來以后,就開始車絲杠;把毛坯一夾一頂。首先把公稱直經¢36車到¢36.30mm,在把絲杠兩邊的小軸車到¢29;車好后裝一把車三角螺紋的尖刀刻線,要刻兩條線,在刻線之前要調速,速度調到車螺紋的速,在掛輪,按Tr¢36x6的掛輪。掛好后,刻線,線不要刻得太深,一條線刻好以后,在進小拖板的刻度,小拖板的刻度如果是0.05每小格(每種車床的型號不用而它的刻度也不相同)。就得進44小格(因為它的牙寬為2.196),就把牙寬刻出來了。
現在開始車絲杠,裝粗加工的梯形絲杠刀,對刀時要特別注意不要把刀對在牙寬的兩線之間,而是把刀對在另一兩線之間,對好后把面表輕輕的車一刀,跟著在中拖板作一個記號,車完后把刀回退,把車床停下來,以一個記號為基準在把中拖板進牙高的深度,在作一個記號,但要分清上一個記號和下一個記號,在把刀子退回,回到上一個記號,就可以正式開始車絲杠,5小格一進,進到30格時,就按左右吃刀法,一直車到兩邊的線,在把對中間(左右吃刀和對刀時用小拖板進)在5格一進,進30格就這樣一直車到下一個記號,但要留0.3的精車余量。 粗加工完后在裝精加工車刀(精加工時把速度放到低),裝精加工車刀時一定要把刀尖對中心(可以用尾坐對中心)刀子的角度要用萬能角角尺對好,把刀子對到¢29的軸上面表,在中拖板上作記號(把以前作的記號都擦掉)在進行精加工,用三針測量中經的值,如果中經車到尺寸¢33,這就說明梯形絲杠經加工完成并合格。最后用切斷刀把公稱直經車到位(方法:把刀子對在¢36.30的表面像車絲杠一樣把尺寸車到¢36,速度是精加工的速度)。
 溫州法蘭蓋,河北漢洋,
溫州法蘭蓋,河北漢洋,
¥99999 元/件
 法蘭蓋,河北漢洋,DN20
法蘭蓋,河北漢洋,DN20
¥99999 元/件
、南充電纜拖鏈") 河北漢洋(在線咨詢)、
河北漢洋(在線咨詢)、
¥99999 元/件
 X6336萬能搖臂銑床炮
X6336萬能搖臂銑床炮
電議
 6336炮塔銑床,5號銑
6336炮塔銑床,5號銑
電議
本網頁所展示的有關【大直徑絲桿 絲桿 利興機械_銑頭與插頭_濟寧利興精密機械制造有限公司】的信息/圖片/參數等由簡塑模機網的會員【濟寧利興精密機械制造有限公司】提供,由簡塑模機網會員【濟寧利興精密機械制造有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【大直徑絲桿 絲桿 利興機械_銑頭與插頭_濟寧利興精密機械制造有限公司】有關的信息/圖片/價格等及提供【大直徑絲桿 絲桿 利興機械_銑頭與插頭_濟寧利興精密機械制造有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥99999元/件
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃




 生成海報
生成海報