
主營:鑄鐵平臺

普通會員
|
品 牌其他 |
成 色- |
供貨類型新品 |
規(guī)格型號- |
廠 家- |
認 證- |
產 地- |
包裝規(guī)格- |
瀏覽數(shù)量748 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應用領域 |
- |
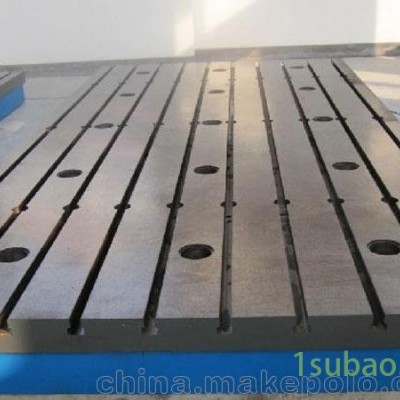
裝配平臺是劃線、測量、鉚焊、工裝工藝不可以缺少的鑄鐵工作臺,也可以做機械試驗平臺等等。在裝配平臺的生產設計上采用箱體式、筋板式或其他結構型式。在裝配平臺的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。裝配平臺/焊接裝配平臺經(jīng)檢定符合標準要求后,應附有產品合格證;產品合格證上應有本標準的標準號和產品序號。
如何鑒別裝配平臺的好壞?
1、裝配平臺工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、裝配平臺工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應徹底清除型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
4、裝配平臺應經(jīng)穩(wěn)定性處理和去磁。
5、裝配平臺工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規(guī)定)。
6、裝配平臺工作面的硬度應為HB170—220或187—255之間。
7、T型槽主要檢定項目
A、材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。
裝配平臺的技術要求:
1、裝配平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
2、裝配平臺的鑄造表面應清除型砂且平整,涂漆牢固。
3、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
4、裝配平臺應采用優(yōu)質細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為170-220HB。
5、裝配平臺工作面通常應采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的最大允許值為5um。
6、平面度公差見表2的規(guī)定。
7、采用刮削工藝應進行涂色對研檢驗。對研后顯示的接觸點面積的比率見表3的規(guī)定:或者按25mm×25mm正方形面積的接觸點數(shù)見表3的規(guī)定,且任意25mm×25mm中的接觸點數(shù)之間應不大于5點。
 機床工作臺
機床工作臺
¥11111 元/件
 鑄鐵機床工作臺
鑄鐵機床工作臺
¥1500 元/臺
 鉗工劃線臺/科教鉗工
鉗工劃線臺/科教鉗工
¥100 元
、鉗工工作臺") 機床工作臺、深圳工作
機床工作臺、深圳工作
電議
 供應機床工作臺
供應機床工作臺
電議
還沒找到您需要的機床工作臺產品?立即發(fā)布您的求購意向,讓機床工作臺供應單位主動與您聯(lián)系!
立即發(fā)布求購意向本網(wǎng)頁所展示的有關【精密機床工作臺_機床工作臺_滄州眾聯(lián)機械制造有限公司】的信息/圖片/參數(shù)等由簡塑模機網(wǎng)的會員【滄州眾聯(lián)機械制造有限公司】提供,由簡塑模機網(wǎng)會員【滄州眾聯(lián)機械制造有限公司】自行對信息/圖片/參數(shù)等的真實性、準確性和合法性負責,本平臺(本網(wǎng)站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協(xié)商解決,本平臺(本網(wǎng)站)對此不承擔任何責任。您在本網(wǎng)頁可以瀏覽【精密機床工作臺_機床工作臺_滄州眾聯(lián)機械制造有限公司】有關的信息/圖片/價格等及提供【精密機床工作臺_機床工作臺_滄州眾聯(lián)機械制造有限公司】的商家公司簡介、聯(lián)系方式等信息。
在您的合法權益受到侵害時,歡迎您向luomei@zhixunsh.com郵箱發(fā)送郵件,或者進入《網(wǎng)站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網(wǎng)的關注與支持!

¥5000元/件
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202






 生成海報
生成海報




