主營:發那科慢走絲,發那科加工中心,精呈慢走絲,牧野火花機,商鼎鏡面火花機,哈工喬德中走絲,科德五軸加工中心

普通會員
|

電議

¥1888800 元/臺

¥32500 元/臺

¥32500 元/臺

¥31800 元/臺
品 牌雷能 |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量1150 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
表面粗糙度 |
0.19um |
產地 |
日本 |
應用領域 |
- |
| 表面粗糙度 | 0.19um |
|---|---|
| 產地 | 日本 |
| 產品認證 | CE |
| 承重 | 500kg |
| 工作臺面尺寸 | 626×441mm |
| 加工精度 | 精加工 |
| 加工速度 | 330mm2/min 0.30絲 SKD11/60mm |
| 控制系統 | 日本原產FANUC Series 31i-WB |
| 售后服務 | 質保三年 |
| 輸入電壓 | 200 |
| 執行標準 | 日規 |
| 錐度 | ±30°/80mm |
| 適用行業 | 航空 |
| 工作油糟尺寸 | 930*830*450mm |
| Z軸行程 | 255mm |
| 品牌 | Fanuc/發那科 |
| 型號 | α-C400iB |
| 控制箱重量 | 300kg |
| 控制箱裝箱尺寸 | 780X1050X1910mm |
| 走絲速度 | 15 M/min |
| 切割厚度 | 250mm |
| 工作臺行程 | 400*300 |
| 加工電流 | 30A |
| 切割斜度/工件厚度 | ±30°/80mm |
PCD刀具六軸加工慢走絲 發那科慢走絲基本介紹 (產品的基本描述,如定義、功能等)
發那科(FANUC)自一九七五年開始生產慢走絲線切割機(FANUC WEDM)以來,經過數十年不間斷的技術更新,發那科(FANUC)已成為世界**線切割機床生產廠家之一。發那科慢走絲線切割機(FANUC WEDM)以高速度、高精度、高可靠性、低成本維護及智能化享譽業內,被廣泛應用于模具,醫療和超硬材料制造行業,在日本、歐美、東南亞具有很高的市場占有率。
PCD刀具六軸加工慢走絲 發那科慢走絲性能特點 (除基本功能外的其它特質,例如工作時長、操作簡便性等)
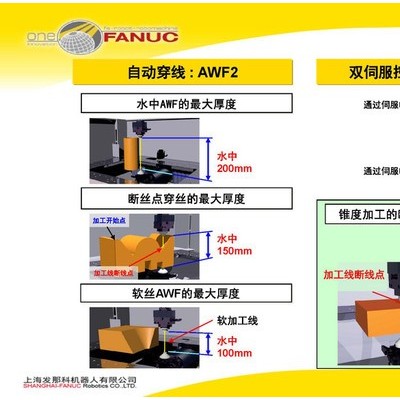
發那科慢走絲(FANUC慢走絲)型號:α-C400iB、α-C600iB、發那科慢走絲所有機型均為日本原裝進口,所有機型提供36個月保修。配合FANUC系統、溫度補償、固定料芯、三維坐標旋轉、高**自動穿絲、實現高品位切割加工。
PCD刀具六軸加工慢走絲 發那科慢走絲技術參數 (例如材質、工藝、尺寸的技術標準等)
機械部(a-C400iB)
| 規格項目 | a-C400iB | |||
| 加工方式 | 浸漬加工/沖洗加工 | |||
| 最大工件尺寸 | 無升降門 | 標準 | 730× 630×250mm | |
| 選項 | - | |||
| 有升降門 | 標準 | 730×585×250 mm | ||
| 選項 | - | |||
| 最大工作物重量 | 500kg | |||
| 工作臺行程 | 400×300mm | |||
| Z 軸行程 | 255mm | |||
| UV 軸行程 | ±60mm×±60mm | |||
| 驅動電機 | X/Y 軸 | FANUC AC 伺服電機aiF 1/5000-B | ||
| U/V 軸 | FANUC AC 伺服電機aiF 1/5000-B | |||
| Z 軸 | FANUC AC 伺服電機aiF 1/5000-B | |||
| 最大工作臺進給速度 | 2000mm /min | |||
| 使用線徑 | f0.1 ~ f0.3mm (細線規格機:f0.05 ~ f0.3 mm) | |||
| 線張力 | 200 ~ 2500g (細線規格機:180 ~2500 g) | |||
| 進線速度 | 1 ~15m/min | |||
| 最小工作臺移動量 | 0.0001mm | |||
| 最大錐角 | 標準 | ±30°/ 80mm | ||
| 選項 | ±45°/ 40mm | |||
| 導線嘴 | 沖模導線嘴 | |||
| 最大線重量 | 標準 | 16kg(細線規格機:10kg) | ||
加工液處理裝置
| 規格項目 | a-C400iB |
| 發貨目的地 | 日本、CE、USA |
| 加工液 | 離子交換水 |
| 水箱容量(L) | 510L |
| 過濾精度 | 1~3mm |
| 過濾器 | 內壓式過濾器 x 2 |
| 離子交換樹脂 | 10 L x 1(標準) |
| 加工液比電阻控制 | (5.0~20) x 104Ωcm |
| 外形尺寸 | 1000 ′ 1200 ′ 1730mm |
加工電源
| 電源形式名稱 | a-i2300 | ||
| 電源電路方式 | 全晶體管式脈沖電路 | ||
| 電源設定(加工條件設定) | 詳情請參照 IV.8.“加工條件設定畫面”。 | ||
|
| 脈沖方式 | 可變 | |
| 無負荷電壓 | 〃 | ||
| 加工電壓 | 〃 | ||
| 充電時間 | 〃 | ||
| 休止時間 | 〃 | ||
| 伺服電壓 | 〃 | ||
| 電源控制 | 有 | ||
| 斷開時間控制 | 有 | ||
| MF2 電源 | 選項 | ||
| PCD 電源 | 選項 | ||
發那科慢走絲 ROBOCUTα-CiB seris FANUC電火花線切割機
尺寸155/165/130mm/15kg的輕巧,緊湊的高精度旋轉軸。采用了伺服電機和分離式檢測器的全閉環系統。配備有浸水檢測功能。
ROBOCUT專用旋轉軸CCR點:
利用旋轉軸進行90o分度切割,實現一次裝夾的多工序加工;1975年,發那科第*臺慢走絲線切割機問世,并投放市場,經過近40年不間斷的技術革新;如今被廣泛應用于模具加工、PCD刀具加工、銅電極加工、醫療部品等各類零部件加工,并在日本、歐美、亞洲具有很高的市場占有率。
FANUC ROBOCUT從單個部件生產到組裝調試全部由日本FANUC制造完成,是具有高可靠性、高性能的慢走絲線切割設備。
CNC部分使用的是FANUC **級別的FANUC Series 31i-WB系統,該系統是世界標準規格中級別*高的,目前被廣泛應用。CCR旋轉軸加工(一臺線切割,可裝配兩個旋轉臺)
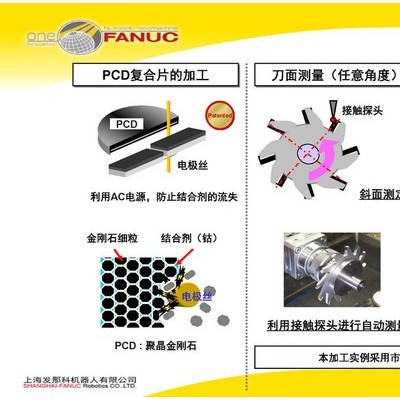
PCD刀具加工系統特點:
利用旋轉軸實現高精度加工、利用接觸探頭實現刀面定位、利用PCD專用電源實現高品質加工;發那科慢走絲線切割搭載了PCD專用電源的,能夠對應各種PCD刀具材料。利用探頭對PCD表面形狀測定,實現高精度、高品質加工。由于加工液為水,所以不需要擔心火災情況,與油加工機相比實現更高速更安全加工。
PCD制造技術
制造過程
PCD刀具的制造過程主要包括兩個階段:
①PCD復合片的制造:PCD復合片是由天然或人工合成的金剛石粉末與結合劑(其中含鈷、鎳等金屬)按一定比例在高溫(1000~2000℃)、高壓(5~10萬個大氣壓)下燒結而成。在燒結過程中,由于結合劑的加入,使金剛石晶體間形成以TiC、SiC、Fe、Co、Ni等為主要成分的結合橋,金剛石晶體以共價鍵形式鑲嵌于結合橋的骨架中。通常將復合片制成固定直徑和厚度的圓盤,還需對燒結成的復合片進行研磨拋光及其它相應的物理、化學處理。
②PCD刀片的加工:PCD刀片的加工主要包括復合片的切割、刀片的焊接、刀片刃磨等步驟。
切割工藝
由于PCD復合片具有很高的硬度及耐磨性,因此必須采用特殊的加工工藝。加工PCD復合片主要采用電火花線切割、激光加工、超聲波加工、高壓水射流等幾種工藝方法,其工藝特點的比較。
PCD復合片切割工藝的比較:
工藝方法-工藝特點
電火花加工-高度集中的脈沖放電能量、強大的放電*炸力使PCD材料中的金屬融化,部分金剛石石墨化和氧化,部分金剛石脫落,工藝性好、效率高
超聲波加工-加工效率低,金剛石微粉消耗大,粉塵污染大
激光加工-非接觸加工,效率高、加工變形小、工藝性差
在上述加工方法中,電火花加工效果較佳。PCD中結合橋的存在使電火花加工復合片成為可能。在有工作液的條件下,利用脈沖電壓使靠近電極金屬處的工作液形成放電通道,并在局部產生放電火花,瞬間高溫可使聚晶金剛石熔化、脫落,從而形成所要求的三角形、長方形或正方形的刀頭毛坯。電火花加工PCD復合片的效率及表面質量受到切削速度、PCD粒度、層厚和電極質量等因素的影響,其中切削速度的合理選擇十分關鍵,實驗表明,增大切削速度會降低加工表面質量,而切削速度過低則會產生"拱絲"現象,并降低切割效率。增加PCD刀片厚度也會降低切割速度。
PCD刀具六軸加工慢走絲 發那科慢走絲使用說明 (例如使用場所、工作原理、產品結構、安全操作說明等)
| 輸入電源電壓 | AC200 ± 10% 3 相 50Hz/60Hz ± 1Hz AC220 ± 10% 3 相 60Hz ± 1Hz |
| 所需電力 | 13kVA 8-10平方線,需要380V轉200V變壓器 |
|
設置環境 | 周圍溫度:15~30 °C,與機械的電源接通/斷開無關 ※高精度加工時應控制在 20 ± 1 °C 之間 周圍環境:不應有油霧或塵埃 周圍濕度:75%RH 以下(不應有結露) 振動:0.6m/s2 (0.06G) 以下 |
| 接地施工 | 為了防止電波障礙,漏電,請務必進行接地施工。施工時,建議遵循電氣設備標準中的 C 類規定 (接地電阻小于 10?)。另外,請與其他機器分開進行單獨施工(1 點接地)。 |
| 屏蔽室 | 放電噪音可能會導致其周圍設備,如收音機、電視機等出現故障,請根據需要設置屏蔽室。 |
| 空氣源 | 壓力:0.5MPa(5kgf/cm2) ~0.7MPa(7kgf/cm2) 流量:100L/min ~110L/min 120L/min~ 130L/min(細線規格選項時) 連接口:日東工器高耦合器 20PM (調節器側安裝螺絲 Rc1/4) |
PCD刀具六軸加工慢走絲 發那科慢走絲采購須知 (例如發貨時間、運輸方式、售后服務事項等)
※ 保修期限:FANUC進口主機保修叁年,其他附件保修壹年。(易耗品除外)。
※ 消耗品以及客戶方由于操作不良、維護不良所發生的故障屬保修外對應。
※ 由客戶原因和造成的追加部品、改造等費用請另接洽乙方進行報價處理。
※ FANUC公司的方針:本商品禁止用于大規模殺傷性*器(**器、生物*器、化學*器、
*箭)的開發、制造、使用、儲藏。
※ 本協議書中所載的產品受《外匯和外國貿易法》的管制。從日本出口到其他*家時,
必須得到日本國政府的出口許可。
此外,將該產品再出口到其他*家時,必須得到再出口該產品*家的政府許可。
另外,該產品還同時受美國政府的出口限制。在出口或再出口該類產品時,請向FANUC(發那科)公司洽詢。
售后服務
1. 質保期內
在接到用戶報修后,用戶維修人員無法在發那科工程師通過電話指導下予以解決的,在目前有民航可直達地區,發那科工程師將在48小時之內到達現場。
2.質保期外
提供終身維修服務。此期間將會產生更換備件費用和人員服務費用。

![供應南京正寶機械刀具 機用刀片 高精度刀片[品質保證]](https://img.1subao.net/file/upload/2021/1110/225/221956181.jpg.middle.jpg "供應南京正寶機械刀具 機用刀片 高精度刀片[品質保證]") 供應南京正寶機械刀具
供應南京正寶機械刀具
¥188 元
 批發原裝進口美國Pers
批發原裝進口美國Pers
¥17.50 元/片
_銑刀_NS刀具") 萬代工業(在線咨詢)_
萬代工業(在線咨詢)_
電議
 硬質合金刀墊、合金墊
硬質合金刀墊、合金墊
¥1.70 元/片
 直銷優質45°圓鼻銑刀
直銷優質45°圓鼻銑刀
¥86 元/支
本網頁所展示的有關【PCD刀具加工慢走絲 硬質合金刀具加工慢走絲 六軸旋轉加工 雷尼紹自動測量 發那科慢走絲_夾具_南京雷能精密機械有限公司】的信息/圖片/參數等由簡塑模機網的會員【南京雷能精密機械有限公司】提供,由簡塑模機網會員【南京雷能精密機械有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【PCD刀具加工慢走絲 硬質合金刀具加工慢走絲 六軸旋轉加工 雷尼紹自動測量 發那科慢走絲_夾具_南京雷能精密機械有限公司】有關的信息/圖片/價格等及提供【PCD刀具加工慢走絲 硬質合金刀具加工慢走絲 六軸旋轉加工 雷尼紹自動測量 發那科慢走絲_夾具_南京雷能精密機械有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向service@jensu.cn郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥2083600元/個
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202









 生成海報
生成海報