客服熱線:18221259202
客服熱線:18221259202

電議
電議
| 規格型號 | - |
| 廠家 | - |
| 認證 | - |
| 應用領域 | - |
| 特色 | - |
| 表面處理 | 鍍鉻 |
| 材質 | 不銹鋼 |
| 更新日期 | 2025-04-23 10:34 |
| 表面處理 | 鍍鉻 |
|---|---|
| 材質 | 不銹鋼 |
| 產地 | 舟山 |
| 產品等級 | A級 |
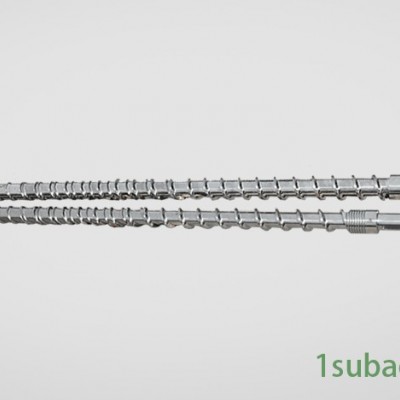
| 類別 | 螺桿 |
| 適用范圍 | 注塑機 |
| 應用范圍 | 塑料成型設備 |
| 原材料 | 38CrMoALA(JIS SACM645)、316不銹鋼、SKD61 |
| 樣品或現貨 | 現貨 |
| 適用機床 | 通用 |
| 標準類型 | 國標 |
| 品牌 | 昌佳 |
| 加工定制 | 是 |
在擠出物料時需要對螺桿進行冷卻,主要是為了保證生產能順利進行,防止物料因塑化溫度過高而造成分解。比如在螺桿的加料段冷卻,是防止此段螺桿溫度過高,避免物料因溫度高而戮附在螺桿的螺紋槽內隨螺桿轉動,影響物料輸送前移,造成因供料不足而不能正常生產。螺桿的均化段冷卻降溫,是因為此段熔料因受較大的擠壓、摩擦和剪切作用,產生熱量多,溫升較快,為防止物料分解才需降溫冷卻。
=========================================================
生產用途:擠出機,塑料擠出機,擠出機機械
螺桿種類:漸變型、突變型、波浪形、屏障型、雙屏型、錐型、分流型、分離型、排氣型、銷釘型、混合型、雙頭、三頭、多頭、造粒型等。
適用范圍:普通塑料、PA、PP、PC、PE、ABS、AS、PS、PVC、PMMA、LCP、PBT、PET、PPC、PPS、PAR、PO、磁粉、陶瓷粉、鋁鎂粉、鐵粉、電木粉等工程塑料。
===================================================
聯系方式:
廠家地址:舟山定海區金塘鎮西堠工業園區西堠路1號
郵箱:YQK838312@163.com
**網站:www.zschangjia.com
手機:俞先生13645809022
電話:0580-8252220
=============================================================
螺桿的修復和強化其工藝如下 :
======================================================
舟山昌佳塑料機械有限公司位于風光秀麗的千島城市,中國的螺桿之鄉一一舟山市金塘島的中部。東與旅游勝地海天佛國普陀山隔水相望,西與國際深水良港寧波北侖港相鄰。
產品材質采用**鋼材38CrMoALA經調質、定性,表面氮化(或噴涂硬質合金)經拋光等工序精制而成, 具有極高的精密度、耐磨度和長壽命,為國內外眾多塑機所采用。
以雄厚的技術力量,先進的工藝設備,豐富的實踐經驗,求實創新的作風,周到快捷的服務,為用戶提供性能可靠、 質量上乘、價格合理的產品。并誠摯邀請新老客商光臨指導、洽談合作,與您攜手共求發展。
集科研開發、生產經營、商貿物業為一體。專業生產各類擠出機、注塑機等料筒螺桿。還可根據客戶的需要定制特殊規格的產品,并為廣大用戶設計制樣的服務。
我公司歡迎新老客戶對我們進行技術上的督察咨詢。
有意向的可以來電訂購我們公司的產品。價格方面可以雙方協談。
=========================================================
材質和加工工藝:
1.9Cr18Mov
2.38CrMOALA
3.鎳基合金(Ni60)
普通氮化螺桿料筒
技術指標:
用途區分:注塑機械用/擠出機用
加工范圍:Ф12mm - Ф300mm
有效長度:12000mm
氮化深度:0.4mm-0.7mm
氮化硬度:HRC58°-62°
鍍鉻厚度:0.02mm-0.20mm
直線度:0.015mm/m
適用塑膠范圍:ABS、PP、PE、475、PEV等普通塑料。
電木專用合金螺桿料筒
用途區分:注塑成型機械用/擠出機械用/電木機械用
加工范圍:內徑Ф20mm-Ф250mm
有效長度:8000mm
合金成份:88wc/12c0.Crc/25Nicr.XaloY108
合金硬度:HRC60°-65°
表面粗度:R0.4
螺桿直線度:0.015mm
適用范圍:適用于各類添加玻璃纖維、塑料用PPA、PO、PPS、LCP、ABS防火、電木粉、磁粉、PC等特殊工程塑膠。
產品特點:
1.具有高耐磨、抗腐蝕之優點。
2.經過特殊處理,能有效提高機筒螺桿的耐磨性,提高適用壽命。
3.冷、熱噴涂硬金屬工藝
4.先進滲氮技術
5.雙金屬加工制造工藝
螺桿直徑:Ф12mm?Ф300mm
應用:擠出機、注塑機、電木機
材料成分:88wc/12c0.Crc/25Nicr.XaloY108
發源地:浙江中國(大陸)
接受各種款式定制,歡迎來電!
螺桿種類:漸變型、突變型、波浪形、屏障型、雙屏型、錐型、分流型、分離型、排氣型、銷釘型、混合型、雙頭、三頭、多頭、造粒型等。
生產用途:造粒機
適用范圍:普通塑料、PA、PP、PC、PE、ABS、AS、PS、PVC、PMMA、LCP、PBT、PET、PPC、PPS、PAR、PO、磁粉、陶瓷粉、鋁鎂粉、鐵粉、電木粉等工程塑料
=========================================================
螺桿和機筒這兩個重要零件,一個是細長的螺紋桿,一個是直徑比較小而長的孔,它們的機械加工和熱處理工藝都比較復雜,精度的保證都比較困難。對這兩個零件的磨損后是修復還是更換新件,一定要從經濟角度全面分析。如果修理費用比換新螺桿費用低些**決定修,這不一定是正確的選擇,修理費用與更新費用的比較,只是一個方面。
另外還要看修理費用與修理后使用螺桿時間與更新費用和更新螺桿使用時間的比值。采用比值小的方案才經濟,是正確選擇。

| 公司名 | 舟山昌佳塑料機械有限公司 | 經營模式 | |
|---|---|---|---|
| 注冊資本 | 未填寫 | 公司注冊時間 | 2013 |
| 公司所在地 | 浙江/舟山市 | 企業類型 | 有限責任公司 |
| 主營行業 | 塑料機械 , |
||
| 主營產品或服務 | 擠出機螺桿,化纖螺桿,橡膠螺桿,積木平雙,發泡螺 | ||

1080元/件

990元/件

690元/件

電議

電議
 技術支持:簡塑模機網
技術支持:簡塑模機網