- 供貨總量 : 不限
- 價(jià)格說(shuō)明 : 議定
- 包裝說(shuō)明 : 不限
- 物流說(shuō)明 : 貨運(yùn)及物流
- 交貨說(shuō)明 : 按訂單
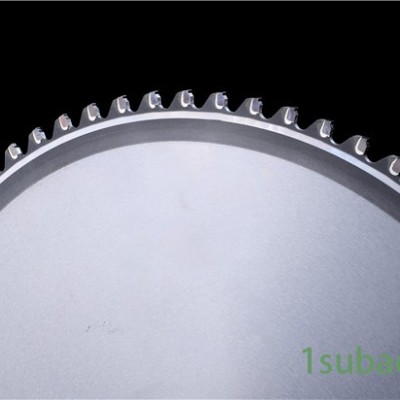
高速鋼鋸片切削不銹鋼時(shí)應(yīng)注意哪些?
因?yàn)椴讳P鋼的硬度較高,切開(kāi)時(shí)候熱傳導(dǎo)率低一級(jí)特色,使得切開(kāi)難度加大不少。所以挑選合適的鋸片、圓鋸機(jī)是下降每刀成本的條件。
1、金屬圓鋸片的挑選
不銹鋼的塑性、韌性都很大,車加工時(shí)切屑連綿不斷,不僅影響操作的順利進(jìn)行,切屑還會(huì)擠傷已加工外表以及簡(jiǎn)單黏住鋸片,所以歸尷尬切削材。在切開(kāi)不銹鋼鋸片的挑選上,建議采用碳氮化鈦涂層、氮鋁化鈦涂層和鋁氮化鈦涂層的含鈷高功能高速鋼鋸片。別的,鋸齒研磨質(zhì)量也是影響切削效果的重要因素之一,所以,在購(gòu)買鋸片時(shí),記得注明是否用于切削不銹鋼,這樣的話,在開(kāi)齒時(shí)就可以加以差異,并研磨出不銹鋼齒形。
圓鋸片作為一種消耗類的切削刀具,與企業(yè)的生產(chǎn)或是預(yù)算都有著為直接的關(guān)系,我們必須要的控制好每一個(gè)步驟,例如硬質(zhì)合金鋸片的進(jìn)刀量或是切屑距離,都可以非常明確的計(jì)算得出,這樣我們才能夠更佳合理的使用鋸片,麗水不銹鋼圓鋸片,確保不浪費(fèi)任何一種資源。
關(guān)于圓鋸片或硬質(zhì)合金鋸片進(jìn)刀率的計(jì)算
首先我們來(lái)看一組計(jì)算公式:
鋸片進(jìn)刀率=(每個(gè)齒的鋸屑容量/總的容屑量)*100
案例如下:
假設(shè)鋸屑量為2單位,容屑量為4單位,那么可能得出:圓鋸片每齒的進(jìn)刀率為:2/4*100=50%
注:鋸屑容量的計(jì)算公式為:切削距離*每齒進(jìn)刀量
備注:硬質(zhì)合金圓鋸片的進(jìn)刀量指的是:鋸片在鋸切工件時(shí)鋸齒咬入被切工件的量;
圓鋸片鋸齒數(shù)多是優(yōu)勢(shì)嗎
挑選圓鋸片鋸齒數(shù)多好仍是不好?小編為我們整理相關(guān)知識(shí),不銹鋼圓鋸片供應(yīng)商,是挑選圓鋸片鋸齒數(shù)不宜過(guò)多,要根據(jù)實(shí)際的需要,不銹鋼圓鋸片生產(chǎn)廠家,合理、并的數(shù)據(jù)鋸切的資料進(jìn)行斷定。
高速鋼圓鋸片齒數(shù)過(guò)多是優(yōu)勢(shì)還是劣勢(shì)?
過(guò)多會(huì)導(dǎo)致鋸距(齒距的挑選和極長(zhǎng)切屑距離,工件原料有特定的關(guān)聯(lián)性)變小,不銹鋼圓鋸片公司,引起彈性偏低或是簡(jiǎn)單形成金屬圓鋸片鋸齒的損壞,假如的確需要細(xì)齒量多的也必須謹(jǐn)慎運(yùn)用,特別是注意鋸切時(shí)鐵屑的走向,防止進(jìn)入鋸齒縫內(nèi)部。
一、關(guān)于金屬圓鋸片齒數(shù)過(guò)多的優(yōu)勢(shì)剖析
(1)多齒數(shù)的鋸片,會(huì)進(jìn)步鋸切的速度(每齒切削量)
(2)對(duì)于堵截工件的表面,比較大齒量多的更加的光潔,但不代表堵截的平行度。
(3)削減鋸片堵截工件后毛刺的發(fā)作概率
(4)堵截的穩(wěn)定性較好,不會(huì)發(fā)作回刀現(xiàn)象
不銹鋼圓鋸片生產(chǎn)廠家-江陰彭澄機(jī)電-麗水不銹鋼圓鋸片由江陰彭澄機(jī)電有限公司提供。江陰彭澄機(jī)電有限公司是從事“鐵工冷鋸,不銹鋼圓鋸片,快速圓鋸機(jī)”的企業(yè),公司秉承“誠(chéng)信經(jīng)營(yíng),用心服務(wù)”的理念,為您提供更好的產(chǎn)品和服務(wù)。歡迎來(lái)電咨詢!聯(lián)系人:崔經(jīng)理。




員")



 生成海報(bào)
生成海報(bào)











回收_注塑機(jī)回收_二手設(shè)備回收廠家")
控車床")
控接箍車床")
控車床/車削中心")
控車床,車削中心,數(shù)控車床價(jià)格")
控軋輥車磨組合機(jī)床")
控車磨組合車床")

機(jī)床ETC系列臥式車削中心")
控龍門銑鏜床GMB2030 GMB2040 GMB2540 GMB2550 GMB2560")
